




PRODUCTS
产品中心
















产品详情
 020-34563445
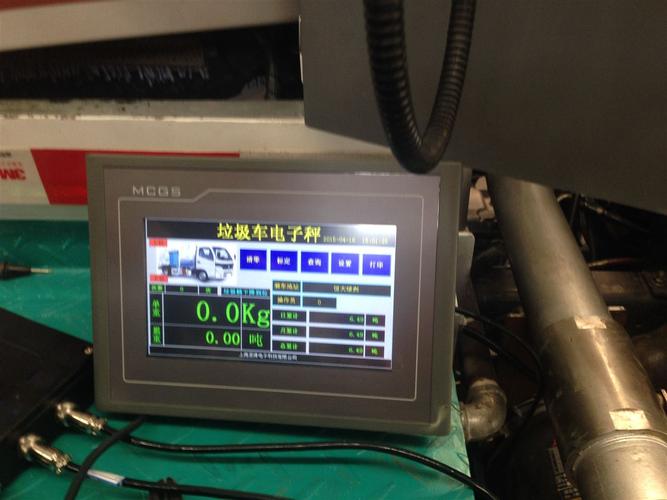
020-34563445垃圾车电子秤是专为环卫垃圾车在线垃圾桶称量而开发的称重系统产品,适用于侧装压缩式、后装压缩式环卫垃圾车。本产品的最大特点,在垃圾挂桶提升过程中实现称重,并可自动累计收集的垃圾重量以及垃圾桶数。
称重系统的采集工作是由称重传感器来完成。在A/D转换之后送入数字称重仪表。再配装有GPS、RFID及无线通讯模块,在软件的管理下,形成无线传输、车辆定位、射频识别的车载称重平台,并建立数据库。数据库资料通常不可更改、不可删除,长期保存。只有在管理人员的操作下,输入密码,才能编辑成“历史数据”的形式,分类查询、生成报表系统(查询系统)检索,与车辆分离。可以用载重量分档或起止时间等方式查询,并生成相应报表,满足不同管理权限的人员及不同类型用户的核查需要。通过GPS卫星定位系统对车辆进行定位。以及车辆到达位置无需停车,经射频扫描,车载相关数据全部进入控制系统。同时还可以通过无线传输系统将称重数据实时发送到相关管理部门。
无感称重,称重过程无需停顿,在垃圾桶翻转提升过程中实现高精度称量;
称重传感器全程动态称重,响应迅速,称重快速高效;
称重精度可达3%;
适配多种垃圾桶规格,自动识别大、小桶并称重;
垃圾车称重可获得总重、垃圾净重、垃圾桶皮重等多种数据,可自由切换;
单/双工位独立桶数累计功能;
单日收运垃圾总的累积重量统计功能;
能自动识别垃圾桶身份信息,并与收运垃圾重量数据关联;
可实现车辆油耗信息管理;
车辆工作过程拍照和视频监控功能;
4G网络远程数据通讯功能;
BD/GPS双模定位功能;


