摘要:分选机对物料进行全自动称重,为装袋机提供定量的物料,给料仓由伺服电机驱动落料闸门开合,实现粗精给料,使给料控制平稳、迅速、精度高双。称重仓由三只称重模块吊挂在机架上,实现称重。采用台式结构,内置电源,有步进电机、汽缸、电磁阀、旋转编码器、气动减压器、滤清器、气压指示等部件,可与各类气源相连接。选用称量模块对不同材料进行测量,称量模块固定在网板上,且允许重新安装传感器排列位置或选择网板不同区域安装。
分选机主要包括机械系统和测控系统两部分,需要完成对称量模块信号的采集、数据处理结果的显示和存储等功能,以及实现上下料及分选动作的自动控制,其中测控系统分为称重系统及工作过程控制两部分完成称重及数据处理工作,工作过程控制系统通过PLC实现对各工位机械动作的控制。机械结构部分主要包括装袋机、整形机、供袋机、立袋输送机、金属检测机、纸带热封机、转位输送机和下料分组机构等部分。上料机负责将振动料斗供给的材料运送至称重工位进行高精度称重,并通过称重传感器检测材料的位置通过PLC控制振动料斗及步进电机的运行。
称重工位负责完成对材料的称重,并将称重完的材料运送至下料工位主要包括称重模块、气动运送装置及防震装置。下料及分组机构负责对称重完毕的材料进行分选,将相应重量的材料送至相应组别漏称重及漏分组的材料送至漏料料盒。分选系统部分主要包括对称重信号的采集、数据处理、结果的显示和存储等。称重信号通过串行通信传送至工控机工控机是整个检测系统的核心,基于称重仪表平台接收串口送来的信号,并通过编写相应程序来执行数据的处理、计算和逻辑判断、显示及存储处理结果等功能。
分选机对物料进行全自动称重,为装袋机提供定量的物料,给料仓由伺服电机驱动落料闸门开合,实现粗精给料,使给料控制平稳、迅速、精度高双。称重仓由三只称重模块吊挂在机架上,实现称重。采用台式结构,内置电源,有步进电机、汽缸、电磁阀、旋转编码器、气动减压器、滤清器、气压指示等部件,可与各类气源相连接。选用称量模块对不同材料进行测量,称量模块固定在网板上,且允许重新安装传感器排列位置或选择网板不同区域安装。
称重时称重仓翻门关闭,给料仓落料闸门全开,进行粗给料,称重控制器开始采集称重信息,当称重达到一定值时,给料仓落料闸门关闭至细流口进行精给料,当称重达到额定值时,给料仓落料闸门关闭,称重仓翻门打开,物料落入包装袋中,完成一个称重循环,定量分选机的工作过程由称重系统控制完成。
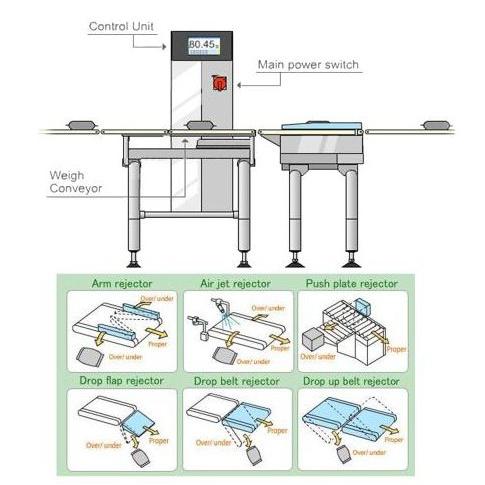
PLC控制启动输送带,下料传感器检测料槽有无物料,若无料,输送带运转一个周期后自动停止等待下料,当料槽有料时,下料传感器输出信号给PLC,PLC控制输送带继续运转,同时控制气动阀5进行下料,每次下料时间间隔可以进行调整。物料传感器为称量模块,主要测量不同材料的重量,反馈信号送PLC,由PLC控制气动阀动作选出该物料,当检测出物料重量为设定范围时,反馈信号送PLC,PLC控制气动阀动作选出该物料;当检测出物料重量为第二设定范围时,反馈信号送PLC,PLC控制气动阀动作选出该物料,反馈信号送PLC,PLC控制气动阀动作选出该物料。
自动称重分选机生产线如下:
包装单元是人工将包装袋放置在供袋机的供袋盘上,供袋机自动取袋、送袋,装袋机自动取袋、开袋。打开插板阀,上游物料靠重力由经过渡料筒落人定量分选机中进行全自动称重,称重后的定量物料落人包装袋中,以满袋每袋40kg装袋,装完物料的料袋在立袋输送机的输送过程中,经夹口整形、缝口、包纸带热封口工序后,输送至倒袋输送机。
供袋机用于为装袋机提供包装袋,其由供袋盘、吸袋机、袋子输送机、分拣机、抓袋机五部分组成。吸袋机从供袋盘上吸取料袋并将料袋送至袋子输送机的滚简处,袋子输送机再将包装袋传送至分拣机,包装袋下滑至设定位置后,气缸动作将包装袋接住,然后缓慢退回,确保包装袋在斜板上保持正确的位置,抓袋机抓取包装袋,将包装袋上举定位在装袋机的取袋位置上,等待装袋机的取袋开袋装置将包装袋取走。
装袋机用于将定量分选机内放出的物料通过过渡料斗装人料袋并将料袋传送到立袋输送机上。装袋机的工作原理及动作顺序如下:
1)装袋机初始状态时:取袋开袋装置处于装袋工位。
2)工作时,取袋开袋装置双侧吸盘合拢将包装袋夹紧并吸牢。
3)取袋开袋装置运行,将包装袋送到料门中心处,抓手立即夹紧袋口两角(抓手钳口板上装有检测装置,如果袋口未被夹住,则抓手手指张开弃袋,如袋口被夹住,则进行下-个工作)。
4)抓手夹紧包装袋后,将包装袋两角向内缩口,同时两侧吸盘分别吸住袋口两侧向外拉,将袋口打开。此时吸盘上的检测装置检测袋口是否打开,如果袋口未被打开,则用压缩空气将此袋吹走;若袋口打开,料门打开并伸人袋口。二次料门翻门打开,物料落入包装袋中。
5)吸盘打开袋口后,吸盘内真空立即释放。取袋开袋装置退回到取包装袋工位,准备进行下一个取袋程序
6)装好的料袋由立袋输送机前部的推板墩实并托起到与输送皮带平齐的高度,同时抓手外摆、手指张开复位。
7)在取袋开袋装置进行下一个夹送包装袋动作的同时,其前部的抱夹板合拢,抱住料袋,将料袋传送到输送机的输送带上。至此,装袋机完成了一个完整的装袋循环。
夹口整形机用于将料袋收口,保证料袋顺利进人缝口机内,其通过减速电机驱动皮带轮旋转,带动皮带作环向运动(皮带的输送速度与立袋输送机的输送速度相等)。料袋未进人夹口整形机时,两组压紧带轮将两条皮带压靠在一起,当有料袋进入本机时,夹袋机上的气缸活塞杆伸出,推动拉杆并带动压紧带轮松开皮带,料袋口进入两皮带之间,气缸活塞杆缩回,压紧带轮在弹簧的作用下恢复紧状态将袋口压紧,皮带轮转动时皮带随之运动,将料袋送往缝口机。
缝口机用于袋口的缝合,其工作过程为当料袋由立袋输送机输送到缝口位置时,经缝纫启动光电开关检测并发出料袋到位信号,此时电机启动,缝纫机开始工作,将袋口缝合(缝口速度与立袋输送机同步),再经缝纫停止光电开关发出料袋离去信号,此时电机断电,缝纫机停止动作并自动断线,完成一个工作循环。缝口机在工作过程中,如果发生意外断线情况,断线检测装置将发出声光报警,提醒操作人员及时处理。
纸带热封机用于料袋口的包纸带热封,其工作过程为料袋口通过缝口机缝口后,进入纸带热封机。在输送链条夹持下,依次通过吹尘管、袋口除尘刷,将料袋两侧附带的粉尘清除;经切刀将料袋口切齐以便顺利进人折边组件;折边组件将热熔胶带复盖在料袋口上:胶带输送辊将料袋和热熔胶带一起向前输送,在胶带和料袋通过胶带切刀后,切刀将胶带在料袋后切断,同时胶带输送装置停止胶带的输送。胶带和料袋通过加热组件将热熔胶熔化,胶带压紧辊在胶带两侧施加一定的压力,使胶带完全粘附在袋口上,将料袋口密封,完成一个料袋口的封口过程。
立袋输送机为皮带式输送机,输送速度变频可调,使输送速度与缝口机速度相匹配;其前部的墩实机构,可将料袋墩实。
当装满物料的料袋落到墩实机构的推板上时,墩实气缸的活塞杆伸出,推动推板将料袋迅速向上顶起,使料袋的底部与输送带平齐,此时装袋机抱板闭合,把料袋推到输送带上,由立袋输送机向前输送料袋,料袋在输送机另一个输送过程中经夹口整形、缝口、纸带热封工序后,由输送机亚输送到下一台部机上。
立袋输送机墩袋机构上装有吹袋装置,装袋机装袋时抓手没夹持住袋口或袋口没有张开,吹袋装置会及时将空袋吹走。
倒袋输送机将料袋放倒,放倒的料袋输送至颠平输送机上颠平整形后,进入金属检测机进行金属杂质检测,金属检测后的料袋输送至重复检重秤上进行重量复检,含有金属杂质或重量不合格的料袋被分拣机剔除,合格的料袋由弯道输送机输送至皮带输送机上,料袋在皮带输送机的输送过程中,由喷墨打号机打印批号,打印批号后的料袋由皮带输送机输送至码垛单元的斜坡输送机。
倒袋输送机为皮带式输送机,由减速电机驱动,实现料袋输送。当料袋输送至倒袋输送机时,料袋底端在输送带的作用下继续向前运动,而料袋的上端受到倒袋板阻挡,放倒在托板上,料袋沿托板滑下时,在导向轮的作用下,料袋转过90°继续输送至下一个工位。
颠平输送机为辊道式输送机,由减速电机通过链条带动方辊总成转动,实现料袋颠平及输送。
金属检测机的输送机为皮带式输送机,由减速电机驱动,实现料袋输送。当料袋通过金属检测器时,如果检测器未检测到金属杂质,则料袋继续向前输送;如果金属检测器检测到金属杂质,将发出声光报警,控制系统将跟踪此料袋,当该料袋到达分拣机剔除位时,控制系统发出指令,分拣机将该料袋剔除。
重复检重秤的输送机为皮带式输送机,由减速电机驱动,实现料袋输送。料袋进入重复检重秤的输送机,进行重量复检。如果料袋重量超差,系统将发出报警信号,当不合格料袋进入分拣机剔除位时,分拣机构动作将其剔除,合格料袋将被继续输送至下一部机。
分拣机由分拣机构和输送机组成,分别由减速电机驱动。输送机为辊道输送机,由减速电机驱动,完成料袋的输送,其输送速度与输送线速度相匹配。分拣机构通过气缸活塞杆推动翻转架升起,将料袋抬升离开输送机的输送辊,同时拣选电机启动,驱动皮带轮转动,将料袋从输送线上剔除,剔除的料袋由下线托盘滑下。
码垛单元在斜坡输送机将料袋提至码垛高度,再由辊子输送机输送至整形压平机上进行压平整形,再经转位输送机按预定编组方式转位,送至编组机上进行编组,编组后的料袋被推袋机推送至缓停板上等待码垛。在推袋压袋机、分层机和升降机的协调工作下,一层料袋被码放到托盘仓、托盘输送机自动供应的托盘上,直至码完一垛。垛盘由垛盘输送机送出,由叉车下线入库。
转位输送机在当料袋到达转位输送机的转板下方时,光电开关给出信号,输送机制动停止,转位机构上的两个夹袋板上的气缸动作,推动夹板转动,将料袋紧紧夹住,转位电机根据编组工序的需要,通过同步带传动将料袋旋转至所需的角度后,夹板往上摆起复位。此时输送机开始工作,料袋被输送至下一工位。
编组机用于对经过转位后的料袋按照垛形的需要进行编排组合,以满足码垛需要。编组机对料袋采用3~2、2~3编组的方式。当料袋输送至编组机一定位置,电机制动,料袋停止在编组机上;当转位输送机发出输送信号时,编组机的电机重新启动,此时,另一料袋经转位机输送过来并到达编组机一定位置后,电机再次制动,输送停止,如此直至料袋在编组机上按照一定的规律编排好一组时,下一工位的推袋装置得到信号将编好的成组料袋推至推袋装置的缓停板上,至此,编组机完成了一个工作循环。
推袋压袋机位于编组机上方,当编组机编好组料袋时,推袋小车将料袋组推至编组机的缓停板,然后,推板抬起,推袋小车返回至初始位后停车,推板复位。当编组机编好第二组料袋时,编组机上的料袋组和缓停板上的料袋组正好组成一层料袋(共五袋),推袋小车启动,将编组机上的料袋组连同缓停板上的料袋组一同推至分层机的码垛位。推袋复位。此时,如果码垛机处于码垛状态(分层机下面的升降机的升降架上有托盘),则分层机的左、右分层板向两侧分开,压袋装置动作,压拍随同升降机的下降下压料袋,对料袋进行整形。当升降机降至适当位置时,压袋装置的压拍回升复位,同时,分层机的左、右分层板复位至合并状态。分层机用于对料袋组进行整形,并将整形后的一层料袋投放到升降机上的托盘上,完成一层料袋的码垛。
当推袋压袋机将编组机上的料袋推至分层机的分层板(左、右分层板)上时,侧整形气缸动作,带动左、右侧整形板推向料袋进行侧边整形(此时左右分层板处于闭合状态)。减速电机启动,带动左、右分层板向两侧分开。当两分层板完全分开时,减速电机停止运转,分层机上的一层料袋落在升降平台上的托盘上。当升降机的升降平台带动托盘下降时,推袋压袋机的压拍也随同下压。当升降平台降到适当位置时,推袋压袋机的压拍提升复位,分层机的减速电机反转,带动左、右分层板向中间运动,直至分层板闭合。至此,分层机完成了一个工作循环。
升降机用于码垛过程中完成空托盘的提升和对垛盘逐层下降以便进行码垛。工作原理为减速电机通过主轴将动力传至两个双联链轮上,四根链子的一侧下垂与配重联接;另一侧两根下垂与升降平台联接,另两根经与之啮合的两个单排链轮转向下垂也与升降平台联接。在减速电机的带动下,四根滚子链拉动升降平台协调升降,配合分层机完成码垛工作。
托盘输送机在当码垛工位传来需要托盘的信号时,减速电机启动,通过链条传动,将托盘输送至码垛位垛盘输送机,减速电机停止,此时托盘仓动作,将下一个托盘落至托盘输送机的链条上,等待送出。
垛盘输送机在当有托盘输送过来时,导向机构气缸动作,推动其定位架升起。当光电开关检测到托盘时,减速电机停止运转,托盘停止在导向机构的定位架处。升降平台(在输送辊下方)将空托盘托起至分层机底部的码垛位,延时后导向机构的定位架下降。当垛盘被码满后,升降平台下降,垛盘随着升降平台的下降被放置在垛盘输送机(码垛位)的输送辊上,控制中心发出排垛信号,减速电机再次启动,将垛盘输送至垛盘输送机(排垛位)。经过排垛位盘输送机输送过来的垛盘利用其运动惯性沿托辊辊道运行至限位座处停止。当垛盘到达限位座时,接近开关将垛盘到位的信号发送给控制系统,由控制系统通过报警器提醒工人将垛盘运走。
分选机通过吸盘来吸附包装袋,实现取袋、开袋功能。包装单元真空系统中的真空泵为连续运转,只要包装机开机,真空泵即处于抽真空状态。当吸盘接触到包装袋时,系统内开始建立真空,当达到真空开关设定值时,吸盘吸附着包装袋,在执行装置-气缸的带动下,进行相应操作,操作完成后,真空阀动作,使吸盘断开真空,释放料袋,吸盘在执行装置的带动下,回复原位置,完成一个动作循环。
分选机由气源处理装置、电磁换向阀、调速阀、气缸、消音器、气动软管以及各种快速接头等组成,其中气源处理装置由空气过滤器、减压阀(调压阀)及油雾器组成,其上带有压力表。生产线的气动原理为压缩空气经主干线进入气源处理装置的空气过滤器,空气过滤器将压缩空气中的水滴、油滴分离出来排出气动系统,并对压缩空气中的杂质进行过滤,过滤后的压缩空气经减压阀减压和稳压后进人油雾器,油雾器将雾化后的润滑油注人到压缩空气中,含有润滑油雾的压缩空气氧化铝的能力减弱;也使得技术工艺参数的变化范围变得较窄,电解槽对外界的干扰较敏感;同时还由于强酸性的电解质与接近中性的电解质性质差别较大,在降低电解质分子比的过程中必然引起热平衡的波动。