



















Diversion Weighing and mixing system without weighing meter and main console, only sensor junction box, signal transmitter, wiring cabinet, PLC, analog input module, communication module, touch screen, HZS(HLS) series control dual synchronous control system, The main hardware is composed of two computers, high-performance microcomputer controller, man-machine interface, high-speed and high-precision weighing unit and internationally famous low-voltage electrical appliances. Industrial calculation is used to control the production process.

 020-34563445
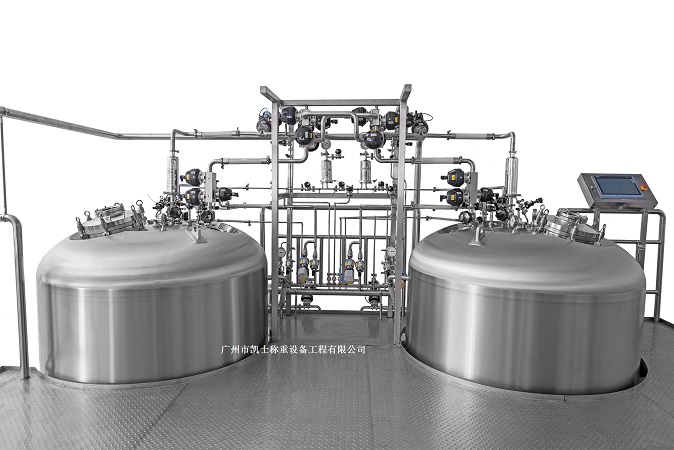
020-34563445The diversion weighing and mixing system adopts automatic control to achieve automatic control and supervision of the processes such as raw material feeding, weighing and measurement, vacuum feeding, batching dispersion and stirring. The dispersion time and cylinder number can be selected and adjusted on the computer according to production requirements. The opening and closing of the motor equipment and the opening and closing of the feeding valve during the process are all controlled by the computer. The measurement and conveying of powder materials are automated control processes, and they are measured by powder material metering tanks. The computer control automatically opens the corresponding valves based on the weight of the added materials and starts the corresponding screw conveyor in linkage to begin feeding. When the weighing reaches the set value, the weighing module interlocks the feeding valve and the screw conveyor to close. After the metering is completed, the discharge valve of the metering tank automatically opens, and the feed valve of the transition tank is also opened. The powder enters the transition tank for storage. When adding powder to the dispersion kettle, the bottom of the kettle is fed to create a vacuum inside the kettle. The discharge valve of the transition tank and the feed valve of the material tank automatically open, and the powder enters the reaction kettle from the bottom of the tank.
During the production process of the continuous batching machine, the filler is continuously and accurately fed into the first twin-screw extruder through the corresponding metering device for premixing. After degassing and cooling, the base material is obtained and then enters the second twin-screw extruder for further mixing and dispersion. The raw materials introduced into the system are conveyed from the raw material storage tank to the hopper scale through the screw feeding device, and the raw materials in the hopper pass through the weighing module. Stop feeding when the weight reaches the upper limit, and start feeding when the weight drops below the lower limit. The weight of the metering hopper is constantly changing. Within a time range, it is discharged from the metering hopper by the discharge pump. During this period, no feeding is required. The weight of the material in the metering hopper shows a downward trend. Within a time range, as the material in the metering hopper has reached the lower limit and needs to be fed, the weight of the metering hopper increases. When the metering hopper reaches the upper limit, the feeding of the material stops.














