



















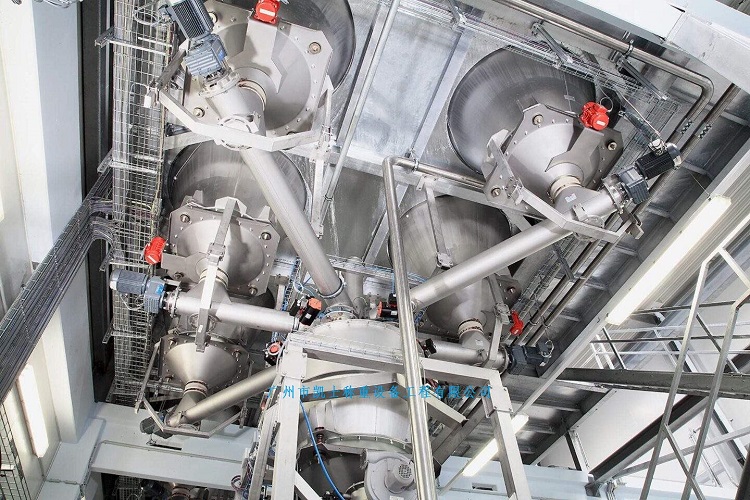
The mixed feeding system is composed of dust removal device, unpacking feeding device, daily storage bin, feeding device, powder scale and aggregate hopper, equipment frame and automatic control system. It refers to the equipment for measuring the ingredients of several substances in the said substance given the mass ratio in advance. The automatic loading process is divided into fast, medium and slow stages. At the beginning of automatic loading, the system outputs fast, medium and slow opening signals to open the valve of the material, enter the rapid feeding stage, and do not judge the weight within the predetermined time, so as to avoid weight fluctuations caused by material impact.

 020-34563445
020-34563445The weight of raw materials of each weighing scale is tested. The Feeders adopt spiral type. PLC controls the start and stop of the feeders' motors according to the feeding sequence arranged by the corresponding control software. The amount of ingredients is determined by the formula calculation. It can dynamically display the weight signal of each proportioning scale, and has the corresponding motor switch status display of each feeder. At the same time, the upper computer completes the functions of formula management, report display, query, printing and so on. According to the process requirements, there are three passwords of operator, process operator and chief engineer, and each process parameter is saved and processed in reports. It ensures the system safety, strengthens the production management, and provides the basis for the assessment of the economic responsibility system.
The weight module sends the analog signal to the weighing instrument for display, and the PLC obtains the weight signal of the raw material by receiving the BCD code output by the weighing display controller. When switching the input signal, in order to prevent the digital signal entering the PLC from causing the control system to misoperate due to interference, anti-interference measures are added in the software production to increase the reliability of the system. The relay output module is selected to amplify and isolate the load with large current and the relay to ensure the safe operation of the host PLC. The RS-232 port on the CPU in the PLC is used to communicate with the host computer.
Due to the change of drop, feed impact, process parameters, material properties and other factors, the Batching system has nonlinear and time-varying. PID control method is used to monitor and control according to the set process formula, so that PLC can complete the function of batching control. PLC needs to have the functions of weight signal input, weight signal processing and processing result output. The weight signal is converted into PLC by weighing display controller and A/D respectively. The output of the weighing display instrument is a parallel BCD code, which is converted into binary code by the program and stored in the PLC data register.
According to the requirements of the dosing process, the dosing process of all raw materials includes a point process to ensure the accuracy of dosing. The ingredient operator inputs the raw material formula, which includes the feeding amount, lead amount and accuracy of various raw materials, and the relationship with the batching process is: when the weight of the raw material < (feed amount - lead amount), the feed is added. After the feeding stops, the PLC compares the weight of the raw material with the feeding amount, and it is qualified within the tolerance range. At the lower limit of tolerance, the point feeding should be carried out, greater than the upper limit of tolerance for excess.















