



















The constant-speed automatic filling machine adopts a PLC programmable controller and is based on the SCADA filling platform to achieve intelligent process management control. Different from traditional information management, its functions revolve around highly automated equipment such as filling, and it uses computer recognition technology, printing technology, automatic control technology, and information technology to establish software that serves the control of the automated process, forming intelligent automatic filling.

 020-34563445
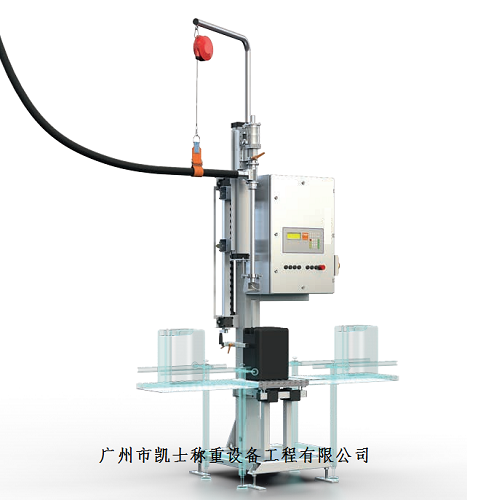
020-34563445The liquid Filling machine adopts a PLC programmable controller as the platform for SCADA filling, achieving intelligent process management and control for filling. Different from traditional information management, the functions revolve around highly automated equipment such as filling and Filling systems. The filling system is equipped with software that serves the control of the automated process. Using computer recognition technology, printing technology, and automatic control technology, the Electronic scale measures with high accuracy. The weighing module and the weighing instrument are connected by data lines. During the weighing process, the pressure signal from the electronic scale is continuously transmitted to the control instrument. When the preset quantitative weight is reached, the control instrument stops the pump and closes the pneumatic valve. In addition, the filling machine is connected by pipes to the tank, using a self-pressurized filling method, and the equipment's own Weighing system is used for weighing. The connections of each pipeline are done using a quick-installation method, making disassembly and cleaning convenient and fast. The parts in contact with the material and the exposed parts are made of stainless steel. The entire machine is safe, hygienic, and aesthetically pleasing, and can adapt to various different working environments.
The control system of the metering filling machine checks the skin weight. If the skin weight is not zero, the weight is compensated to the filling set weight to ensure that the net weight of the weighed material is not affected by the skin weight of the weighing hopper and remains at the user's set value. After the control system checks the skin weight, it outputs a fast feeding signal to the feeding device, causing the fast feeding cylinder in the feeding device to control the feeding door to open quickly, allowing the material to flow into the weighing bucket at a large flow rate. During this process, the control system continuously monitors the weight change of the weighing bucket and when the weight of the material entering the weighing bucket approaches the fast feeding set weight, the system controls the fast feeding cylinder to close quickly, changing the fast feeding signal to a slow feeding signal. At this time, the material flows into the weighing bucket at a smaller flow rate to ensure that the system controls the flow of material into the weighing bucket with high precision. The control system can accurately predict an advance amount through the system weighing module, stopping the entire feeding process, so that the final weight of the material in the weighing bucket is the user's set weight. After the feeding is completed, the system enters the weighing verification state. The purpose of the weighing verification is to further confirm whether the weight of the material entering the weighing bucket is within the user's set weight error range after both fast and slow feeding have stopped. If within the error range, the system performs the unloading operation; otherwise, the system gives an alarm and waits for the operator to handle it. After the operator completes the handling, the system continues to run.
The material from the filling system flows through pipes into the storage hopper. The lower opening of the storage hopper is equipped with an input weighing instrument for the electronic scale. By controlling the opening and closing of the input weighing instrument, the material is discharged into the material bucket on the electronic scale. The feeding door is designed as a double-valve filling structure, driven by a servo motor. The double valves are fully open for rough feeding, and after a certain period of time, the double valves are opened to the limit position, and the servo motor stops to perform rough feeding. When the rough feeding time reaches, the servo motor reverses to start closing the double valves to reduce the opening degree. When the feeding door is closed to a certain position, the motor stops, starting medium feeding. After a certain period of time, medium feeding ends, and the servo motor starts to close the double valves again and reduce the opening degree. After a period of time, the servo motor stops again to perform fine feeding. When the material reaches the calculated airborne feeding set weight, the servo motor starts to close the valve and the weighing and weighing process ends. After the weighing is completed, the weighing instrument gives an input signal to the PLC, which outputs a signal to the feeding valve electromagnet valve. The electromagnet valve drives the feeding valve cylinder to open, discharging the material into the bucket. When the filling time reaches, the electromagnet valve resets, driving the feeding cylinder to reset, and closing the feeding valve. The electronic scale completes a weighing cycle.
The material from the storage bin flows through the regulating rotor pump buffer and into the automatic filling machine. The weighing instrument sends a signal, and all the large and small feeding gun valves are fully opened. Both the rough and fine feeding are running at the same time. The weighing module converts the weight of the material in the bucket on the electronic scale into an electrical signal and sends it to the weighing instrument. When the material reaches the set value, the large filling gun valve is closed, and the pre-filling stops after a delay of several seconds. When the weight is about to reach the rated value, the small filling gun valve is closed, and the fine filling stops. The remaining weight is replenished by the falling material. After each weighing, the weighing instrument automatically clears the zero and determines whether compensation for the actual weight is needed to ensure that the weight is within the set range. When the weight of the material in the bucket on the electronic scale stabilizes, the weighing instrument sends a signal, and the filling gun valve opens to allow the material to enter the packaging bucket. The filling gun valve on the electronic scale automatically closes and starts the next weighing. When all the material has fallen into the packaging bucket, the bucket clamping device automatically releases, and the conveyor belt automatically transports the bucket to the sealing area. When the photoelectric switch recognizes that the bucket has reached the designated position during the sealing process, the automatic contacts start the sealing, and after the sealing is completed, it automatically enters the packaging area and enters the next working cycle.













