


















The main motor of the dual automatic filling machine is mainly controlled by a frequency converter. The main motor has two running speeds for filling and cleaning. The filling speed is controlled by the output module in the PLC. The maximum rotational speed is set in the frequency converter, and the main motor operation page is set on the human-machine interface, including the running status (filling/cleaning), main machine on/off, filling speed, and output count. The operation of the main motor is controlled by the dual buttons of the power-on button, power-off button, and the buttons set on the human-machine interface.

 020-34563445
020-34563445The dual automatic Filling machine uses Siemens PLC as the core control system to collect weight data. It employs an integrated embedded touch screen to achieve functions such as status display, setting value input, and operation process monitoring. The RS232 is programmed based on the VB platform, and its functions include data collection, data processing, file generation, and data printing. The data collection module is used to achieve quantitative filling of liquids, and the analog input channel is used to measure the filling quality of the cans. It ensures that the liquid flow can be immediately connected and cut off when starting/ stopping. The manual/automatic switching is realized through two selection buttons. Secondly, starting and manual filling are achieved through buttons. The human-machine interaction interface form has functions such as data control, alarm, graphics, and data display. According to the set requirements, it completes the ratio control of materials and various data management during the production process. Different Filling systems can select frequency converters, and optional open-loop or closed-loop control functions can be selected to achieve intelligent control of the system.
The main motor of the weighing filling machine is mainly controlled by a frequency converter. The main motor has two running speeds for filling and cleaning. The filling speed is controlled by the output module in the PLC. The maximum rotational speed is set in the frequency converter, and the main motor operation page is set on the human-machine interface, including the running status (filling/cleaning), main machine on/off, filling speed, and production count. The operation of the main motor is controlled by the dual buttons for power-on, power-off, and buttons for settings on the human-machine interface. Through reset counting, for multi-head filling machines, the counting data is processed in double frequency, counting one filling rotation station cycle. For the rotary encoder, 300 pulses are sent to the PLC every rotation, and through a reset signal from the PLC, the high-speed counter in the PLC is reset from 1 to 300, and 300 is called the absolute counting zero position. The counting of the 1st filling valve at the bottle inlet, with the counter reset, starts counting is called the equipment counting zero position.
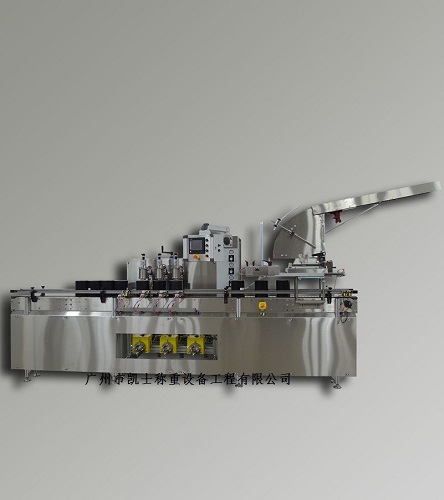
The Liquid filling machine is composed of a weighing instrument, a rotor pump, a filling mechanism, a cylinder lifting platform, and a filling gun. The rotor pump and the material transportation are both driven by variable frequency motors. The Electronic scale discharges materials according to the size of the filling gun. In the continuously running pipeline, pneumatic valve devices are installed. When the material bucket passes over the bearing surface of the electronic scale, it exerts a certain pressure on the bearing surface. This pressure is transmitted to the material bucket on the electronic scale through the filling gun. The weight pressure signal sensed by the weighing sensor is amplified and processed, and then displayed in digital form. At the same time, the digital signal displayed can be externally controlled. The detected material flow signal and the set flow signal are compared in the control system, and PID is used for regulation. The frequency converter is driven to change the speed of the filling gun and the pipeline conveying motor. According to the actual required filling volume, the speed of the motor is automatically changed, and the given filling volume is tracked. Thus, when the material is filled in large quantities on the pipeline, the speed slows down, and when the material is less, the speed increases. Thus, the given material flow is obtained. The fast filling gun and pneumatic valve control unit are controlled by PLC controller and the pipeline connected to the storage tank, used for transmitting the buckets to be filled. After receiving the trigger from the counting unit, the push bucket controller drives the transmission of the waiting-to-be-filled buckets to the electronic scale. The fast valve and slow valve are located above the electronic scale. The fast filling valve control unit and the slow filling valve control unit are respectively used to open the fast filling valve and the slow filling valve for filling. When the electronic scale detects that the filling weight reaches the first set value, the fast filling valve unit triggers to close the fast filling valve. When the electronic scale detects that the filling weight reaches the second set value, the slow filling valve unit triggers to close the slow filling valve.
The bucket conveyor transports the barrels to be filled into the machine and arranges them neatly. The counting sensor records the number of barrels entering the machine and transmits the signal to the PLC controller. When the set quantity is reached, the PLC controller controls the stop bucket cylinder to block the subsequent barrels from entering. Thus, the first step of barrel feeding is completed. After the barrels enter the machine, the push bucket cylinder pushes the barrels to be filled onto the electronic scale. The number of scales can be set according to the speed requirements of the production line. When the push bucket is confirmed to be in place by the magnetic induction switch, the cylinder retracts. At the same time, the electronic scale has completed the weighing of the empty barrel and reset the weight to zero, completing the "zeroing" process. After the zeroing process is completed, the PLC controls the filling valve to open and starts the filling process. The electronic scale immediately transmits the weight information to the PLC, and the PLC compares the value with the set filling target value. When the weight finally reaches the set target value, the PLC controls the filling valve to close. At this point, the barrel filling process is completed.













