



















The Trace amount screw weighing system can be divided into instruments and touch screen control, the material supply uses the feed screw, the screw uses the inverter to drive through the frequency conversion motor, according to the current weight and target weight to control the motor running speed and start and stop. When the weight reaches the allowable error of the target weight, the screw stops feeding. The target weight for weighing can be a task call from the host computer via Profibus-DP or a direct input weight from the touch screen.

 020-34563445
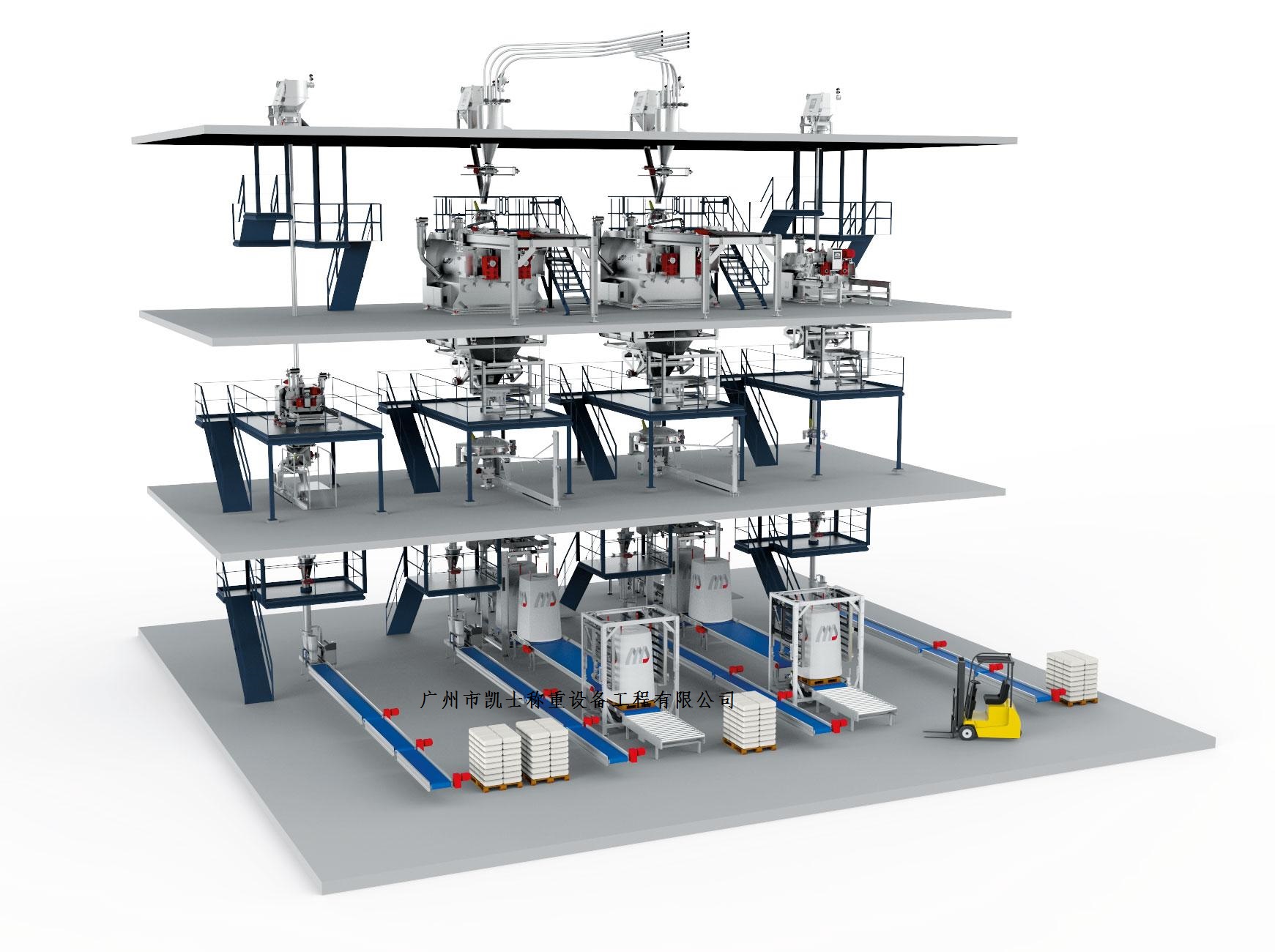
020-34563445The micro-screw Weighing system can be controlled by instruments and touch screens. It is supplied by multiple silos and is used for professional production of weighing and batching equipment that continuously conveys, measures and automatically batches powdery and granular materials. It is composed of a hopper weighing scale, a feeding screw conveyor, a discharging screw, a computer control system, a small material (trace) feeding device, etc. The screw weighing system uses the conveying screw in the raw material bin to convey the raw materials to the metering scale in the set sequence. Each type of raw material is conveyed in sequence according to the weight set in the automatic control system. When the weight of the material reaches the set point, the weighing instrument directly controls the start and stop of the material screw, and then starts the second material conveying screw. When the weight of the material reaches the set point, the material screw is closed and the third material screw is started. This sequential conveying ensures the accuracy of measurement to a large extent. After the raw material counterweight measurement is completed, all the raw materials are conveyed to the bucket elevator by the discharge screw of the weighing scale. At the same time, the bucket elevator is started to send the raw materials to the mixing bin located on the main machine. At this point, the counterweight work of the raw materials is completed.
In the weighing system, the material supply is provided by the feeding screw. The screw is driven by a frequency converter through a frequency conversion motor. The running speed and start/stop of the motor are controlled according to the current weighing weight and the target weight. When the weighing weight reaches the allowable error of the target weight, the screw stops feeding. The target weight for weighing can be a task call from the host computer via Profibus-DP, or a direct input weight from the touchscreen.
The hardware configuration of the weighing system needs to complete the control function, accept weighing data from four workstations, communicate with the touch screen, communicate with the upper computer PLC, and perform multi-speed control on the frequency converter. Since the controllers of the Siemens series are basically used in the production line, it is decided to adopt the S7_300 series PLC. The communication methods available for selection include MPI, Profibus-DP, and Ethernet. Considering various factors comprehensively, it is decided to use S7-300-2DP. X1 is the MPI communication interface for communication with the touch screen, and X2 is the bit DP interface for Profibus-DP communication with the upper computer. The analog channel built into the CPU can accept weighing information from the weighing module.













