


















Powder dosing machine is based on many parameters such as raw material composition, auxiliary material composition, etc., and the specific production process design is calculated by combining the data needed for actual production calculation. The system software includes subsystems such as raw material composition input and ingredient calculation. The weighing system is designed and realized by using ORACLE database system and c# language, and it has been successfully applied to the batching site with the guarantee of calculation accuracy and beautiful and convenient interface.

 020-34563445
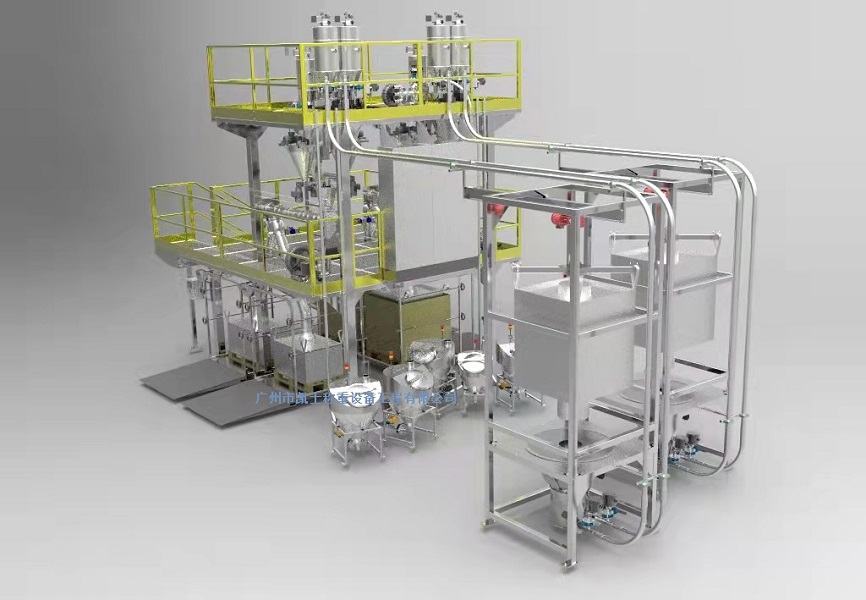
020-34563445The automatic batching machine includes various equipment such as raw material storage, transportation, weighing and batching, dust removal, material mixing, packaging and filling. It transports the materials from the previous process to the buffer storage bin for temporary storage. It uses a negative pressure suction method, which is dust-free and sealed. At the same time, it also takes into account dust removal at the material feeding inlet, which helps prevent dust from flying, achieving high-efficiency dust removal in multiple material Batching systems using top-mounted dust collectors. The materials enter the buffer storage bin and are configured with high and low material levels, achieving real-time alarms. A top-mounted dust collector is configured for automatic dust removal, without wasting materials, which is superior to traditional dust collectors. It can be configured with a weighing module to be controlled by PLC to achieve automatic weighing and batching, with multi-level speed control and automatic adjustment. The metering screw conveyor is used for feeding, and the auxiliary feeding devices such as vibration, stirring, and fluidizers are configured according to the material conditions.
When the mixing station for powder-based mixtures is in normal production mode, the powder is placed in the material tank. Once the measurement begins, the control room sends signals to the impeller Feeder and the weighing screw conveyor. The impeller feeder opens and evenly and stably conveys the powder to the weighing screw conveyor. The powder is then continuously mixed in the mixing cylinder. Signals installed under the weighing screw conveyor and at the tail end are detected, and the two signals are sent to the control system for weighing calculation. The instantaneous target value and cumulative value are obtained. The actual measured weight is compared with the set weight value. The rotational speed and start/stop of the weighing screw conveyor are controlled based on the deviation value to ensure that the actual weight conforms to the set value and that the entire system precisely and accurately dispenses the powder. When the powder delivery volume reaches the set mass, the Electronic scale sends an instruction to shut down the impeller feeder and the weighing screw conveyor. One measurement and delivery cycle is completed. In the entire weighing and delivery equipment, the weighing and measurement accuracy and conveying capacity of the weighing screw conveyor have a significant impact on the quality of the powder-based mixture.
The weight of the powder continuously passing through the spiral is converted by an electronic scale into a voltage signal of the mV level, which is then amplified and converted into digital quantity through A/D conversion and sent to the feeding electronic scale. A digital speed sensor installed at the tail continuously measures the running speed of the Feeding machine. The pulse output of this speed sensor is proportional to the speed of the feeding machine. The weight signal and the speed signal are sent together to the electronic scale of the feeding machine. The microprocessor in the electronic scale performs the weighing process. Finally, the cumulative amount and instantaneous flow rate of the powder passing through the weighing spiral machine are displayed on the display. The control adopts the digital PID control algorithm. The weighing instrument controls the weight based on the instantaneous flow rate set by the user, and obtains the actual weight from the actual instantaneous flow rate measured by the spiral scale. The difference between the controlled weight and the actual weight is the PID control target. The PLC output signal controls the frequency converter to change the rotational speed of the feeding machine's spiral, so that the difference between the controlled weight and the actual weight is controlled within the allowable measurement error range, ensuring the precise quantitative feeding of the entire system.
Due to the time-varying nature of the weighing screw mechanical device, after the feeding signal is issued, the screw mechanical device always takes a certain period of time to start feeding; when the feeding stops, the inertia of the screw feeding mechanism will delay for another period of time before it can stop; after the screw feeding stops, there is still space in the air where the material has not fallen into the hopper. The downtime causes the weighing value to increase, and the magnitude of this increase is related to the flow rate before the feeding stops. The longer the slow feeding time, the more stable the weighing is, and the more accurate the prediction becomes. However, it reduces the weighing speed. When controlling by the quantitative weighing speed, the larger the weight, the better. Then, the longer the slow feeding time, the more precise the quantitative weighing accuracy will be.











