



















 020-34563445
020-34563445自动喂料系统是通过电气控制管理和可视化人机软件组态,实现动态称重和配料控制的成套自动化设备。系统电气控制部分采用西门子PLC,根据生产要求编程控制;软件采用人机组态,根据工艺要求,通过监控系统和PLC程序对加载到称重料斗的物料进行重量、流量控制,从而实现精确计量和配料。系统具备稳定性强、性价比高,可为各种工业现场的生产控制、管理提供准确的计量数据和控制手段。
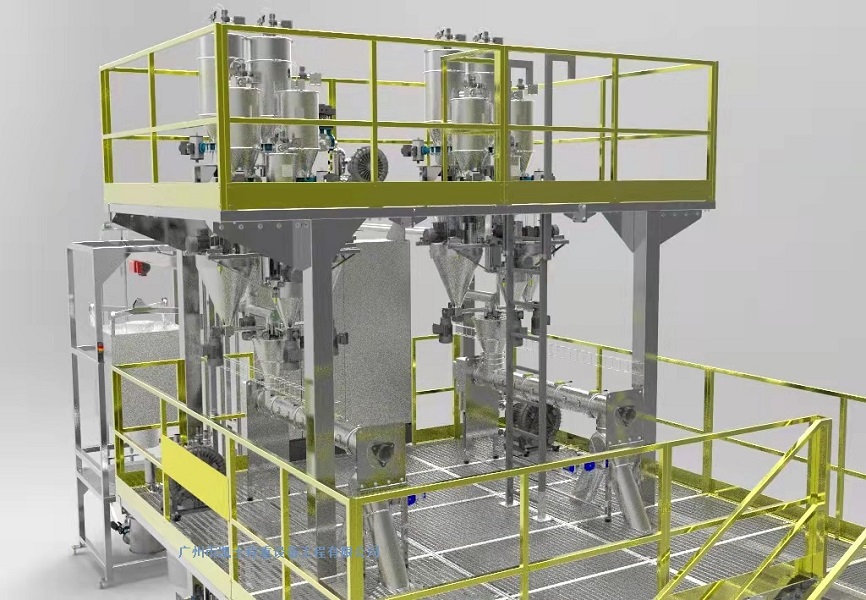
工艺说明:
本系统为高铁闸片自动配料系统,生产过程中可以按工艺流程要求、根据预定配方,对多种物料按配方要求自动配料,配料完成进入自动卸料,卸料完成开始搅拌,搅拌完成自动放料,如此循环。
微机配料控制系统具有设备全自动控制功能和称重数据管理功能。生产过程中它可以按工艺流程要求,根据预定配方,对多种物料按固定比例重量值将物料加入称料斗内,当称量显示到量后(即完成每一种物料的称重计量),再按照卸料程序将物料一次或分步多次卸入混合机入料口。
应用范围:
1. 新投产的生产线。
2. 老旧生产线加工改造。
3. 适用于对粉状物料、液体物料料按预定比例(配方)进行计量配料。
4. 本配料机为根据客户的实际需求非标定制的配料系统,是适用于动态、静态称量的自动配料系统。
性能特点:
1. 具有设备全自动控制功能,可在手动/自动配料功能之间切换。
2. 可适应恶劣的工作环境。
3. 可根据用户需求进行配方管理,例如,配方输入、存储、调整、删除、修改,软件具有保密功能,即计算机内的数据不能随便拷贝和下载等。
4. 在工作过程中,可实时显示配料数据,便于及时作出调整,可对称重数据进行管理,记录配料数据和统计报表。
5. 可对多种物料按配方要求自动配料,具有配料过程中自动密封对接入料口、出料口,并可实现配料过程中的收尘功能;
6. 提供历史数据查询系统,在授权情况下可查询任一时间段配料参数,提供打印功能,在授权情况下可打印任一时间段配料参数;
7.人机界面清晰易懂,称重控制系统能自动计算并在显示屏上显示出储料仓内物料的重量,自动称重的运行状态、瞬时重量、累计重量等文字或图像信息,具有界面的模拟功能。











