

















 020-34563445
020-34563445称重料仓机采用配置称重模块进行力电转换,信号经称重仪表放大处理后接入PLC来完成计量,与PLC的配合使用。基于计量加料自动控制的构成、主要有配比、温度、时间以及料前处理等。采用PLC实现各种逻辑顺序控制和流速检测控制。该控制系统可以实现自动/手动切换和变频/工频切换,按照各自配方的比例加入一个大的料仓中,输送机把物料输送至料仓中,每个料仓底部配备螺杆给料机,伺服电机驱动螺杆,向料仓中输送物料。计量料仓底部配备称重模块,整个流程结束后即可打开料仓底部的阀门,物料螺旋借助重力的作用下到混合机。
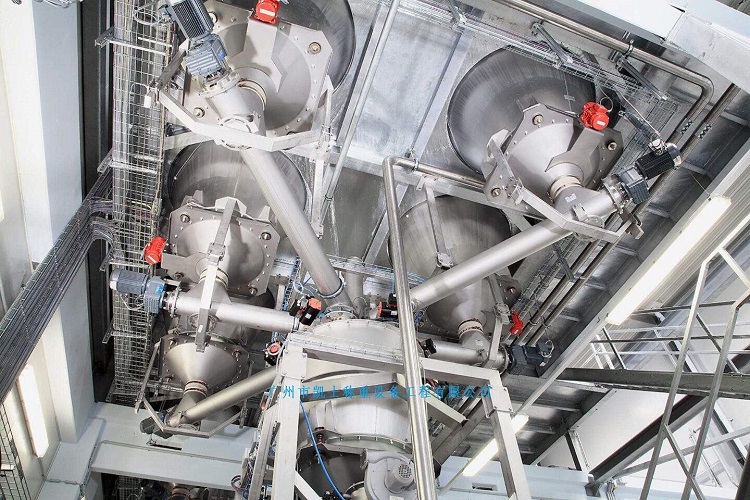
称重料仓机是指通过检测出料仓重量的减少速率来计算出料仓瞬时流量的计量装置。计量系统由缓冲仓、缓冲仓蝶阀、料仓秤、称重模块、调速螺旋电机等主要部分组成。计量系统通过PLC系统对称重仪表发出“启动”指令后,称重仪表发出控制信号控制变频器开始运行,调速螺旋电机开始旋转,带动料仓秤内的逐渐流出。此时,称重模块不断的将称重信号输入到称重仪表当中,经过计算得出当前的流量,显示在称重仪表上,同时与设定值进行比较,如果不一致,称重仪表会发出控制信号给变频器,通过调节螺旋电机的运行频率而调节电机转速,从而达到控制流量的目的,直到与设定值相符并稳定运行。随着的逐渐流出,当料仓秤内的低于下限时,称重仪表会发出加的控制指令,此时缓冲仓蝶阀打开,缓冲仓内的会流入到料仓秤内,当料仓秤内的高于上限时,蝶阀关闭,加过程结束。流量调节与加料过程周而复始,就构成了减量称工作的循环过程,
称重料仓机根据料仓电子秤中物料重量的减少速率来控制出料螺旋输送机的转速,以达到定量供料的目的。当称重料仓电子秤中的物料达到称重上限时,出料螺旋输送机将以当前转速排出物料,同时控制物料迅速落入料仓电子秤中。当装填达到秤的上限时,装填停止。通过对每个阶段物料量的固定值控制,在生产过程中实现了自动批量控制以及一系列信号的收集和传输,从而实现了对供料的精确控制。称重料仓机通过进料阀与进料系统中的料仓电子秤相结合使用,料仓电子秤上物料重量的减少情况由称重模块检测,称重仪表会持续计算设定值与实际进料量值之间的差值,并通过调节螺旋进料机的速度来调整实际进料量。当料仓电子秤内的物料质量降至填充上限时,填充过程会重新开始。此时螺旋进料机的速度控制会被锁定,直至达到填充上限。当填充效果稳定后,螺旋进料器会再次开始调整速度。称重进料机通过螺旋将物料输送出去,以使物料更均匀地添加到混合机中。














