



















 020-34563445
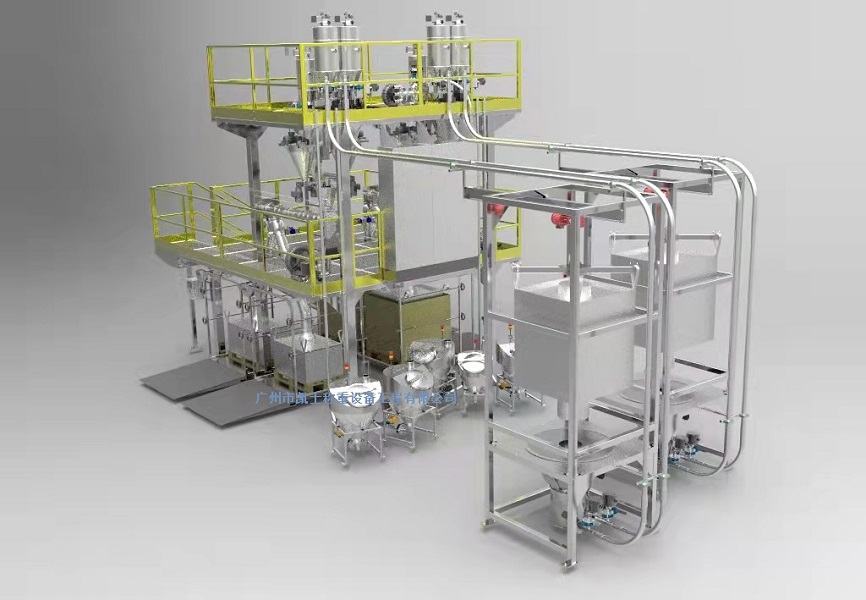
020-34563445自动配料机包括原料的储存、输送、称重配料、除尘、物料混合、包装灌装等多种设备,将前道投料的物料输送至缓存料仓暂存,采用负压吸料的方式,无尘、密闭。同时兼顾投料进料口的除尘,起到了防止扬尘的作用,实现称重系统多种物料配料配置高低料位仓顶式除尘器,物料进入缓存仓,配置高低料位,实现实时报警。配置仓顶式除尘器,自动除尘,不浪费物料,优于传统的除尘器。可配置称重模块配合PLC控制实现自动化称重配料,多级变速控制,自动化调节。计量螺旋输送喂料,根据物料情况配置:震动、搅拌、流化器等辅助下料装置。
混合料拌和站正常生产粉体混合料时,将粉体放入料罐中,计量开始后,控制室发送信号给叶轮供料机及称重螺旋机,叶轮供料机打开,将粉体均匀稳定地输送给称重螺旋机,粉体送人拌缸中连续拌和,通过安装在称重螺旋机下面的电子秤及安装于尾部的速度感应器检测信号,将2段信号送入控制系统称重运算,得出瞬时目标值和累计量值,将实际测得的重量与设定的重量值进行比较,按偏差值来控制称重螺旋机的转速及启停,使实际重量符合设定值,确保整个系统的精确定量给料;当粉体输送量达到设定质量时,电子秤发送指令关闭叶轮供料机及称重螺旋机,一个计量投放周期完成。在整个称量投放设备中,称重螺旋机称重计量的精度及输送能力对粉体混合料的质量有很大的影响。
螺旋中连续通过的粉体重量由电子秤转换成mV级电压信号,经放大及A/D转换成数字量后送入给料电子秤,装于尾部的数字式测速感应器连续测量给料机的运行速度,该速度感应器的脉冲输出正比于给料机的速度,重量信号和速度信号一起送入给料机电子秤,电子秤中的微处理器进行称重处理,最后通过显示器显示出通过称重螺旋机的粉体的累计量和瞬时流量。控制采用数字PID控制算法,称重仪表以用户设定的瞬时流量得到控制重量,由螺旋秤实际测得的瞬时流量得到实际重量,控制重量与实际重量的差即为PID控制目标,通过PLC输出信号控制变频器,改变给料机螺旋的转速,最终使控制重量与实际重量的差值控制在允许的计量误差范围内,确保整个系统的精确定量给料。
由于称重螺旋机械装置的时变性,所对应的加料发出加料信号后,螺旋机械总要滞后一段时间才开始加料;当停止加料时,螺旋加料机械惯性又要延迟一段时间才能停止;螺旋加料停止后,空中还有尚未落入料罐的空间料的落差,停机量使称量值增加,其增加量的大小与停止加料前的流量有关,慢速加料时间越长,称重越稳定,相应预测的越准确,降低了称重速度,从定量称重速度上控制,重量越大越好,则慢速加料时间越长,定量称重精度越精准。











