


















颗粒称重系统根据配料工艺过程,异步电机启动后开始称重,落料管上端的混合颗粒的流量,在系统中控制的输人是相当于延迟的跃阶相适应,通过引人PID在系统中为真正的输出(即实际测量出来的值),为称重系统预估补偿器的输出。
 020-34563445
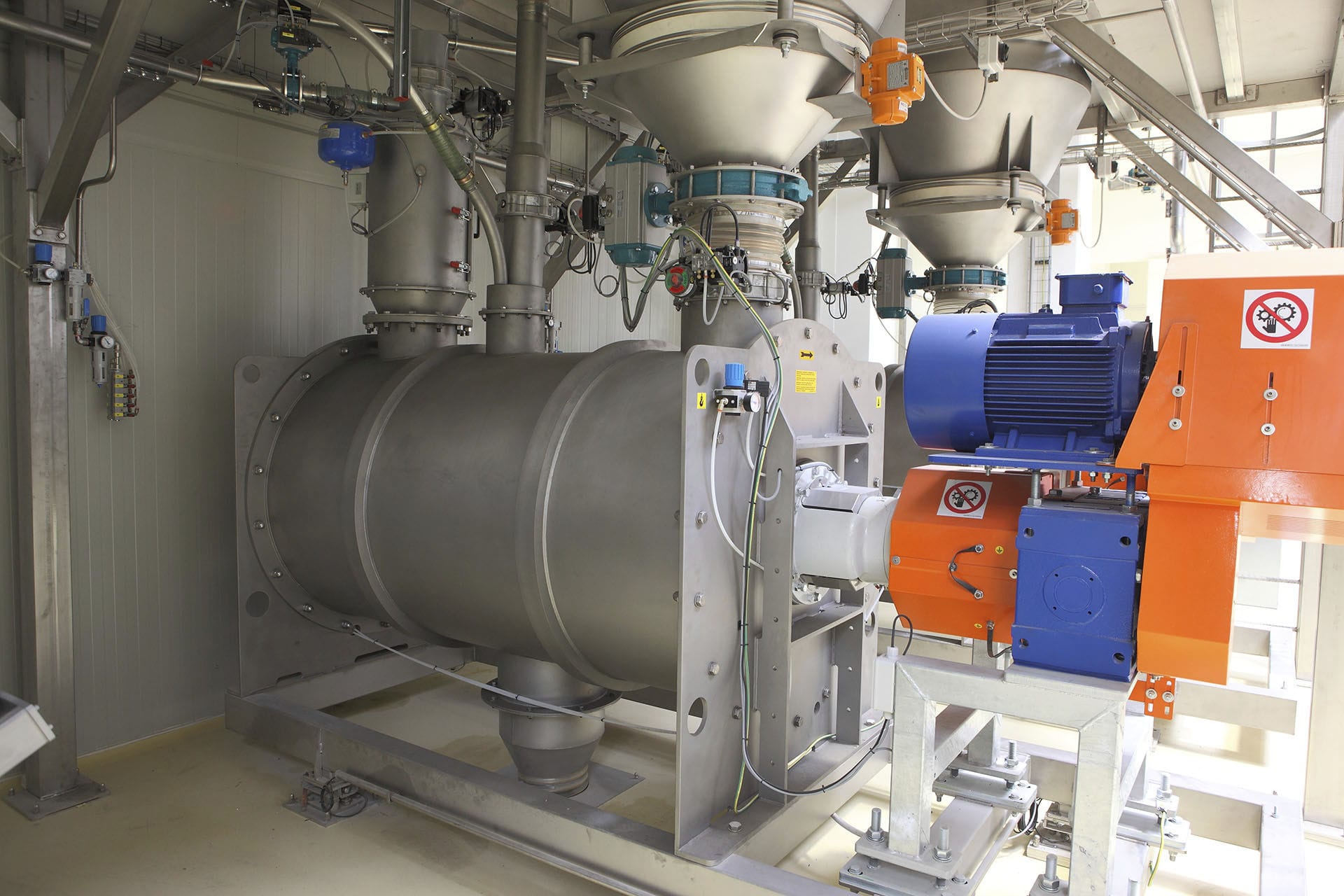
020-34563445颗粒称重系统基于称重系统通过应变式称重模块转换的重量信号来控制异步电机而控制传输带,当传输带把各种原料混合后往一个空的颗粒袋送往时,称重系统就开始工作。异步电机启动,带动粗螺旋推进器旋转,推动颗粒按照比例从落料管经过搅拌机下落。下落的颗粒接近设定的重量时(稍少于设定的重量),停止粗螺旋推进器进原料。然后启动控制步进电机螺旋推进器进行微量添加,直到颗粒重量满足给定重量的要求。一袋颗粒满足要求后,由输送带把该袋颗粒传到下一道工序进行包装,而后边的空袋又传送来进行称重,搅拌机输出口进料,如此周而复始地工作。颗粒称重分为两个阶段,第一阶段由异步电机带动粗螺旋推进器给料,这一阶段可看作是粗调过程,给料重量一定要少于额定重量。第二阶段是由步进电机带动细螺旋推进器进料,看成为细调过程使实际重量等于要求的额定重量。
根据配料工艺过程,异步电机启动后开始称重,落料管上端的混合颗粒的流量,在系统中控制的输人是相当于延迟的跃阶相适应,通过引人PID在系统中为真正的输出(即实际测量出来的值),为称重系统预估补偿器的输出。由于是实际测量值,是等效重量值,当等效值等于给定重量时,系统的称重就结束,准备执行下一道工序,实际测量与等效重量值的动态响应曲线形状是相同的,只是跟滞后了一个时间+流量而已,这样采取称重控制预估补偿方式可以弥补了PID控制无法适应纯滞后大的控制对象。
实际上整个称重过程是一个不可逆过程,一旦投料超过给定重量,就不可能再从颗粒袋中提取出超出部分。在称重过程中将给定的预估值,立即停止异步电机进料,即使粗调整阶段结束。接下来用步进电机微量进料把不足重量补上,会做成欠重量过大(即异步电机工作时间相对偏少),这将使得步进电机工作阶段中的步进数增多,影响包装总体速度。配料取得过少,则会做成连续进料阶段可能使重量超过给定值。所以选取配料对提高称重的精度是很重要的。开机工作前,在初始化程序中,风险系数配料是通过自寻优程序来求得合适值的。自寻优过程预估值时,异步电机停止工作,延长足够时间后,称量颗粒袋中的实际重量,计算误差,根据误差极性来决定是否修改配料值,若误差大于零,则需要增大配料值;若误差小于零,接着判断上线是否大于下限,如果大于上线,则减少物料,若配料小于上线,则配料不变,这就是配料自寻优过程。其中下线是为了保证配料选得过少而设置了一个下限值,以防止系统由于上线太少而使得称重量超过给定值。












