



















称量灌装输送机负责灌装桶条码的读取、灌装过程的处理和信息的显示,并需要将灌装记录传输到基站。基站负责数据的接收和转发,即将从通信模块接收的数据放到CAN总线上,控制器的选择灌装控制的功能,基于ARM7TDMI-S内核的处理器,具有USB控制器、SPIIC UART接口等丰富的外设,可满足灌装存储的需求。

 020-34563445
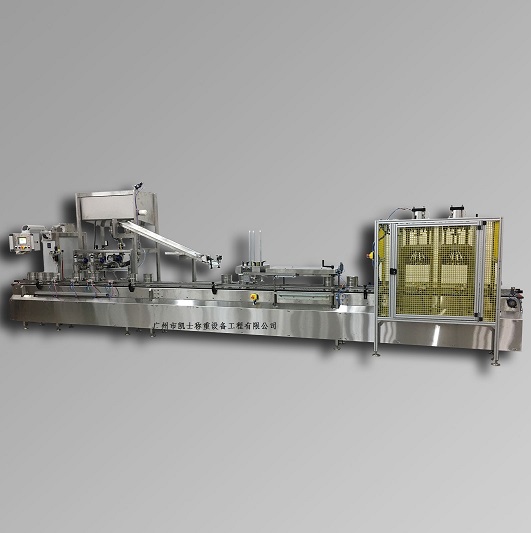
020-34563445整条自动灌装机线路的运行只需按一下开始键,系统便开始运转。首先将空桶装到电动的辊式传送机上并夹紧,所有的桶都堆在辊式传送机的入口处,通过一个双连杆使得桶在进入装卸台时都是独立的。空/满桶的推出/拉进是同时的,空桶进入装料台的同时,另一个空桶被推出这个台。当桶在装料台上时,两个电动气动控制的拉杆将推出倚在桶的表面,这时第三个拉杆带着一个橡胶轮也放在桶的表面。第三个轮子由一个马达来控制其旋转,当桶在正确的位置时,一个传感器可以发出盖存在和桶的止动拉杆下降的信号。这个杆的末端是一个衬垫,衬垫的一面固定,另一面可以活动。
首先,当盖靠近桶时,停止桶的旋转,电动机也停止,并且拉杆衬垫的可移动部分闭合。然后拧盖拉杆放在桶上,并降低盖。在盖回位前,松一下盖子。另一个机械杆,带着装料喷嘴,放到桶上,并下降到适当位置。喷嘴进入桶里,所有把住它的元件都退回,并且回到起始位置,便于自动化进行。在喷嘴的里面,有两个电磁阀来控制装料。桶装满,重量由显示屏给出,指示最终重量。在装填结束时,机械杆升高,从桶里抽出,桶的止动拉杆回到桶上,侧面的衬垫闭合,拧盖拉杆拧紧盖。当这些步骤完成后,所有的拉杆都回到起始位置。当桶被双联杆推出后,运送满桶的辊式传送机被启动。
桶被传送机送到自动桶码堆机,每次桶接近码堆机时,辊式传送机停止在码堆机前,桶将经过印刷系统打印号码。托架放在码堆机上,以便装载。码堆机的正常状态为:在右边装运,钳子在上方并张开;码堆机检测装满的桶出现,钳子下降,并夹住桶,然后举起来,运走。电动机停止,钳子下降并张开以便把桶放在托架上,这时,装运车进入等桶状态。当第二个桶被检测出时,重复上面的循环,但桶被放到线上,然后进入等桶状态等候第三个桶。在第二个桶置位要结束时,堆垛机前移,以便放入以后的桶。放完第一组的四个桶后,堆垛机的装运车回到等候装填桶的位置。











