



















 020-34563445
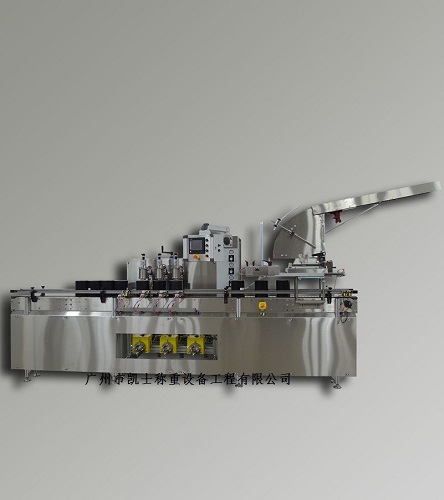
020-34563445双重自动灌装机采用西门PLC 作为核心控制,进行重量采集,采用一体化嵌人式触摸屏来实现状态显示、设定值输人及运行过程监控等功能。RS232基于VB平台编制,其功能包括数据采集、数据处理、生成文件,以及数据打印。采集计量模块的数据来实现对液体的定量灌装,模拟量输人通道实现对罐装质量的测量,保证启动/停止时能立即接通及切断液体流入,在手动/自动的切换是通过两档选择按钮实现,其次,启动、手动灌装是通过按钮来实现。人机交互界面形式,具有数据控制、报警、图形和数据显示等功能。根据设定要求完成物料的配比控制以及生产过程中各种数据管理,根据不同的灌装系统选择变频控制器,可选的开环或闭环控制功能,可以实现系统的智能控制。
称重灌装机主电机主要是通过变频器控制,主电机有灌装和清洗两个运行速度,灌装速度通过PLC中的输出模块控制,在变频器中设置最高转速,在人机界面上设置主电机运行页面,包括运行状态(灌装/清洗)、主机开、关,灌装速度,产量计数。主电机的运行受开机按钮、关机按钮和人机界面设置按钮的双重控制。通过复位计数,对于多头灌装机,计数数据进行双倍频处理,计数一个灌装回转工位周期。对于旋转编码器,每旋转一周,给PLC发送300个脉冲,通过PLC一个复位信号,使PLC中高速计数器从1计到300后复位,把300称之为绝对计数零位。把1号灌装阀在入瓶口,计数器复位开始计数称之为设备计数零位。
液体灌装机由称重仪表、转子泵和灌装机械、气缸升降平台,灌装枪组成。转子泵和物料输送均由变频电机驱动,电子秤根据灌装枪大小落料,在连续运行的管道安装气动阀门装置,物料桶通过电子秤的承载面时,会对承载面产生一定的压力,通过灌装枪将该压力传送到电子秤上的料桶,称重传感器感应的重量压力信号进行放大处理后,以数字的方式进行显示,同时可以对显示的数字信号进行外部控制,将检测到的物料流量信号和设定的流量信号在控制系统内进行比较,并用PID进行调节,驱动变频器改变灌装枪和管道输送电机调速,按实际要求的灌料量自动改变电机的速度快慢,对给定灌料量进行跟踪,从而形成管道上料多时,速度变慢,料少时速度变快,从而获得给定的物料流量,快慢灌灌装枪和气动阀门控制单元通过PLC控制器以及连接储液罐的管道,用于传输待灌装的桶,在接收到计数单元的触发后,驱动推桶控制器将等待灌装的桶传输至电子秤上,快速阀门、慢速阀门位于电子称上方,快灌阀门控制单元、慢灌阀门控制单元分别用于开启快灌阀门、慢灌阀门进行灌装。当电子秤检测到灌装重量达到第一设定值时,触发快灌阀门单元关闭快灌阀门,当电子秤检测到灌装重量达到第二设定值时,触发慢灌阀门单元关闭慢灌阀门。
进桶输送带将待灌装桶送入机器内部并排列整齐,计数传感器记录进入机器的桶数量并将信号传递到PLC控制器,当达到设定数量时,PLC控制器控制止桶气缸阻挡后面的桶继续进入。这样就完成了第一步的进桶过程。桶进入机器后,推桶气缸将待灌装的桶推到电子秤上,电子秤数量可以根据生产线的速度要求,设置若干套。磁感应开关确认推桶到位后,气缸退回。与此同时电子秤已经完成空桶重量的称量并将此重量清零,及完成“去皮”过程。完成去皮过程后,PLC控制灌装阀门打开,开始灌装。电子秤实时将重量信息传递给PLC,PLC将数值与设定的灌装目标值进行对比,当重量最终达到设定目标值时,PLC控制灌装阀门关闭。此时完成了桶的灌装。













