



















 020-34563445
020-34563445双速防爆灌装机由电子秤、PLC控制系统、灌装机械、输送机、转子泵等组成的。当灌装容器放置在电子秤平台上时,电子秤会检测到其称台料桶的重量,并将信号传输给PLC系统,电子秤会将信号转化为数字信号,并将其传输给PLC系统。PLC系统会根据预设的灌装量和灌装速度,计算出需要灌装的液体量,并将信号传输给称重仪表。称重仪表会根据PLC系统的指令,控制灌装机的灌装速度和灌装量,以达到预设的灌装目标。采用可控活塞灌装腔体实现定量控制,活塞位移通过伺服编码器、或高精度位移活塞杆实现闭环控制。
自动灌装机采用灌装阀中有圆柱形滑阀设计,在滑阀上有月牙形凹槽,凹槽的大小能同时覆盖料枪下面的通道和活塞体上部通道,使贮料枪和活塞体相通。当滑阀上升时贮料枪的通道被覆盖,活塞体上的通道和灌装阀上的通道相通。灌装机工作时活塞杆在凸轮的作用下下降通道相通,液料由贮料枪底部的通道经滑阀的月牙形凹槽和通道进入活塞体内。当空桶进至桶托上,桶托由凸轮作用上升,桶口顶住灌装头和滑阀上升,滑阀覆盖住通道同时接通灌装阀通道和活塞通道。此时活塞杆在凸轮的作用下上升,将活塞灌装枪内液料压入电子秤上方的桶内,桶内的空气由灌装头上的孔隙排出。当活塞上移到最高点时完成一次灌装。紧接着装满物料的桶在凸轮作用下向下移动,同时滑阀在弹簧的作用下复位,滑阀弧形凹槽再次接通通道,贮料枪的物料由贮料枪流入活塞内,活塞杆也同时在凸轮作用下下移,进行下一次灌装,某些液体加注过程中容易起泡,加注速度过快还容易溅出,可控活塞灌装腔体具有三段调节PID功能,把经过编码器反馈回来的信号和给定信号进行比较得到误差信号,根据误差大小和误差变化率进行PID控制。液体灌装实际控制变量是加注量大小,通过控制电磁阀调整油缸油压大小即可改变加注量。增大比例系数加快灌装速度,PLC系统控制升降气缸三段调节灌装枪灌装量,灌装速度变慢控制微分时间助于灌装气泡消除。通过修改触摸屏数据来合理选择控制参数达到控制目的。
定量灌装机设有称量模块操作台,自动空瓶检测及上方设有灌装阀,灌装阀的进液口通过连接管连通储液峰的内腔。储液罐位于操作台的上表面,灌装阀的出液口设有拉杆枪头,电动伸缩杆的固定连接灌装阀结构上表面的另一侧,操作台的上表面设有与灌装结构对应的灌装系统。操作台的上表面设有PLC控制系统。填充机通过轴承转动连接在两个对底的固定架之间的两个传送轮,且两个传送轮上配套设有传送带。其中一个传送轮一端与固定在固定架外侧的伺服电机的输出轴固定连接,伺服电机的输人端与PLC控制器的输出端电连接。固定在电动伸缩杆伸缩和软管底接板连接板底部的前侧设有灌装头,灌装头的顶端贯穿连接板并与软管的底端连通灌装头上配套设有电融间,电磁间的输入端与PLC控制器的输出端电连接。设在操作台上表面的底座。底座的上表面设有光电传感器,光电传感器位于皮带输送结构的正下方且与灌装头对应,光电传感器与PLC控制器双向电连接。空瓶检测系统设有激光位移传器,激光位移传感器与PLC控制器双向电连接。称量灌装机可以快速高效地进行液体的自动灌装,PLC控制器检测结构实现自动控制调节灌装量。通过皮带输送结构和PLC控制器可以快速高效地进行液体的自动灌装。
液体灌装机可以调节加注量的快慢和大小,灌装机通常是借助分件供送螺杆将桶按所要求的状态、间距、速度逐个而连续地供送到灌装机的托桶台上。并由托桶机构将其升起使桶口与灌装头紧密接触而进行灌装,根据系统输出量的变化将系统的一个工作循环过程分解成若干个顺序相连的阶段,填充头到达底部后,填充大阀腔体电磁阀打开时油缸压力较高,进行快速充填,用于控制油压缸向上和向下充填动作,充填压力比较高,油缸运行速度较快,填充速度也相应高;小阀腔体打开时,油缸压力降低,油缸运行速度也较慢,进行慢速充填。油缸的运动带动PLC轴编码器转动,轴编码器的脉冲输出到一个高速双通道,用以判断液面是否填充到预设数值。第一个数值到达后,进行慢速充填,第二个数值到达后,系统认为液体已充填到预定值,经过一定延时,填充头回复原位,准备下一次充填。
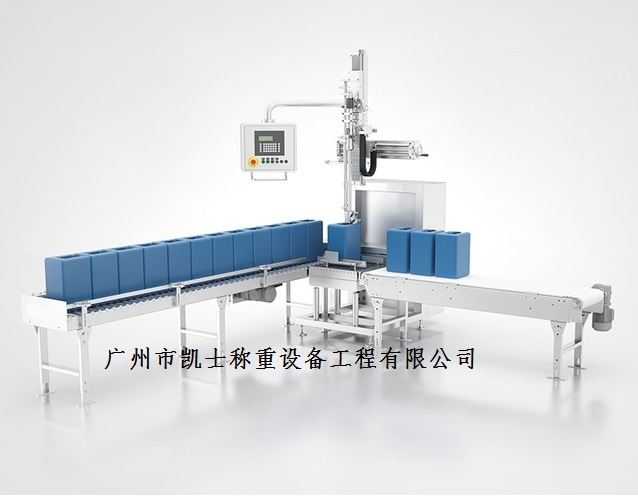
自动灌装机由主传送带、次品传送带、灌装装置、次品推动装置、定位传感器、次品检测传感器等组成。灌装机的进桶传送带进入电子秤以后,电机的启动装装置向上、向下移动和灌装,次品的检测、推动都是由PLC控制,通过传递轮子将桶等间距送入桶托盘升降机构,当托盘检测到电子秤压力以后,托盘活塞给托盘升降机构一个压力,托盘开始带着桶上升。在托盘上升的时间内,最大上升时间为6S,如果注液口定心中置检测到压力则托盘停止上升,然后气阀打开,开始对桶充物料。最大充气时间为6S。当气阀检测到气压,则停止充物料,液阀开启开始灌装,通过激活电磁阀进行气压传导,从而控制气压阀来灌装桶。当目标量达到标准时,气压阀停止灌装,灌装口将已灌装的桶放下。确保桶盖的螺纹与桶口对齐。桶通过带有摩擦链的传送带旋转,以紧固桶盖,从而实现密封。灌装完毕以后,托盘开始下降,下降过程中同时关闭液阀,回气管工作,开启排气和除余操作。下降完毕的桶再转过一定的角度由传递轮子送出,同时桶托盘向前继续进入包装位置时,包装胶带的一端会粘在桶的侧壁上,然后旋转桶主体,使包装纸能够包裹住桶主体。包裹一圈后,包装胶带会被剪断,包装胶带的另一端会被固定地粘在粘合点上。包装部分至此结束。













