




















 020-34563445
020-34563445脉冲自动灌装机由可编程控制器与电子秤组成一个两级计算机控制网络,通过现场总线连接现场称重仪表、控制计算机、PLC、变频器等智能程度较高、处理速度快的设备。PLC主要承担对填充机故障检测、显示及报警,并同时向变频器输出信号,变频器完成调节点电子秤转速的作用。电子秤称量的是瞬时流量,上位机给出的是设定流量,二者在实时计量中有所偏差。灌装系统采用工业控制中应用最为广泛的PID调节进行流量实际控制,根据流量偏差,利用比例、积分、微分计算出控制量,填充系统通过变频器调节电子秤速度,调整给定量,使之与设定值相等,完成自动灌装过程。
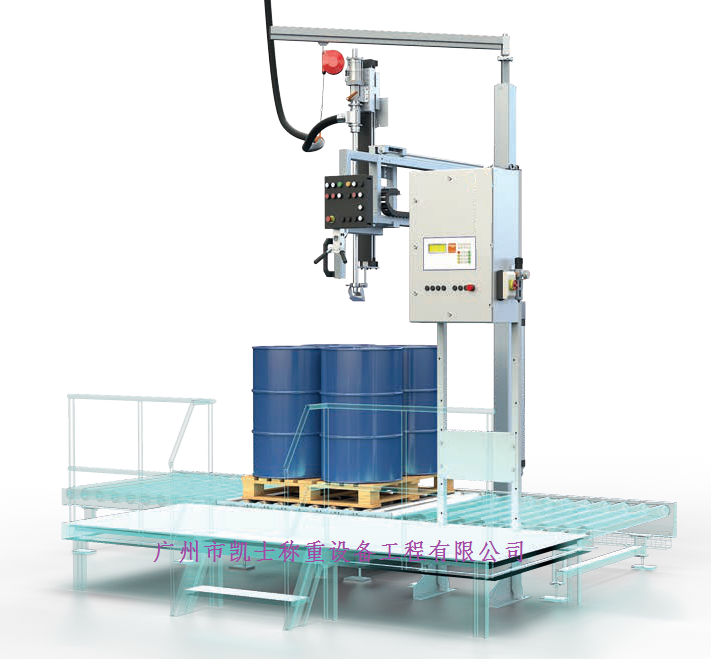
液体灌装机采用三段速进料方式,原料依次轮流进料,采用一台变频器控制转子泵,PLC通过输出开关量的不同组合控制变频器进行变频调速,实现快速进料、慢速进料和精细进料。在称重开始时快速进料,当达到快速进料预测给定值时,开始慢速进料;当达到慢速进料预测给定值时,开始精细进料;当进料总重达到“目标重量-管道料重-允许误差”时停止进料,管道料重为电动机停止转动以后,残留在管道中会继续流入称重罐的料重。目标重量的百分比,由实际测试中取最优值,目标重量、允许误差由触摸屏进行设置。
称重灌装机控制过程中,电子秤对称量桶的灌装进行控制,在称量设定中电子秤主要包括设定值、实际值、落差值、空值、控制值、净料值、累计值等。设定值是指操作工根据灌装电子秤上所需桶的料重量来设定;实际值指灌装枪填充后装入秤桶中料的实际重量;落差值指灌装枪停止填充后由于惯性所装入秤桶中料的重量(人为设定);空值是指秤桶放空后所余料的重量;控制值是用于控制实际值与设定值之间量的关系;净料值是秤桶阀门打开后实际放到皮带上料的重量;累计值是指多次放到皮带上的料的累加(累计值每个班清1次零)。在备料期间如要改变料重设定值,应先将灌装机打至停位,待秤桶放空后再作修改。
当操作工将该秤桶所需的称值设定好,并在周期料批中选中所对应的称量桶,当程序中执行到该批次时,就选中该秤桶上的灌装枪,即灌装枪开始启动,灌装机中PLC点输出,该输出点对重量功能块输入信号,在灌装枪填充过程中,能时时称出秤桶中已装入料的重量,即为实际值,当秤桶中的实际值大于(等于)控制值的95%或等于控制值时,秤桶就可以建立满信号,即点有输出;建立满信号后,灌装枪便能停止填充,在延时后形成满延时,当满延时来一脉冲时实际值付给了满稳值。
在灌装程序中选中该秤桶备料时,在阀门开到位后,开到位点对该功能块有1个输入信号,并能时时称出秤桶中还剩料的重量;当秤桶中的实际值小于(等于)所设定的空值时认为是桶空,桶空后延时2s便形成画面中的空信号;在建立空信号后,就给灌装机1个空信号,使该秤桶的阀门关闭,只有在阀门关到位后,该秤桶才具备“桶空备料”的条件。
在称量桶阀门打开放料过程中,只有建立空信号并且放空后阀门关到位才可建立“采空稳值信号;采空稳值信号来一脉冲时,将会有以下结果:将目前的实际值给于了空稳值;将会有净料值出现,即满稳值-空稳值=净料值将本饮希望值-给于上次希望值-设定值;在每次放空料后会出现1个累计值,即:净料值+初时累计值=最后累计值以上各个量之间还存在一定的运算关系,只有在满足大于70%小于130%的范围时将本次控制值覆盖上次的控制值;当累计值的复位信号-累计值来一脉冲时,将累计值清零。因此,以上各个量,只需操作工改变设定值、空值、落差值来合理的调整控制值,才能使灌装枪在填充时所装入秤的料的重量比较合理,从而能达到灌装的精确度。操作工主要是在备料中监控各个称量桶对应的阀门所处的状态(开到位、关到位)和各个称量桶在再放完料后的净料值情况。按照设定值将所选的各秤桶备满,然后手动将物料分别装入料仓,当所选秤桶物料未能装入桶时,可手动用其他秤桶的同种物料将其补足,并点击“置满”按钮使桶建立“满”信号。要注意备料前“应备料”的指针必须正确。将应料进入料仓,控制开关打至自动,则阀门打开放料上行,进入自动程序。













