




















 020-34563445
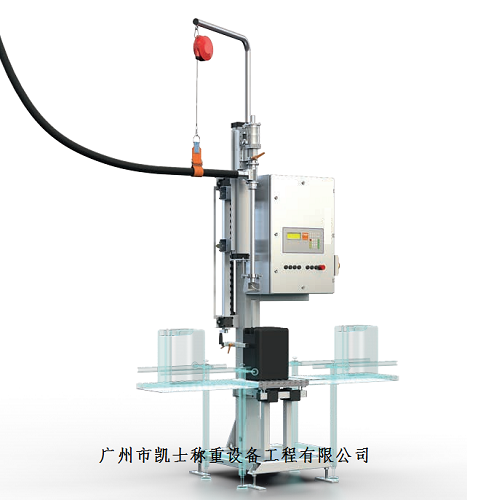
020-34563445液体灌装机采用PLC可编程控制器以SCADA灌装为平台,实现智能灌装过程管理控制,与传统的信息管理不同,功能围绕灌装等自动化程度高的设备,填充系统建立服务于自动化过程控制的软件使用计算机识别技术,打印技术,自动控制技术,利用电子秤计量准确度高的特点,把称重模块与称重仪表用数据线连接,在计量过程中电子秤的压力信号不断传输到控制仪表,在达到预置定量重量时控制仪表控制停泵、关闭气动阀门。此外填充机采用管道与罐体连接,采用自压式灌装,并由设备自身的称重系统进行称量,各管路链接采用快装方式,拆卸清洗方便快捷,与物料接触部位与外漏部分均采用不锈钢材质制造,整机安全、卫生、美观,能适应各种不同环境的工作。
计量灌装机控制系统校验皮重,若皮重不为零,重量补偿给灌装设定重量,以保证称量的物料净重不受称量斗皮重影响,总保持为用户设定值。控制系统校验皮重以后,输出快加料信号给加料装置,使加料装置中快加料气缸控制加料门快速打开,物料以一个较大的流量流入称量桶。此时控制系统通过接收称量模块信号,不断监视称量桶重量变化,当进入称量桶的物料重量接近快加料设置重量时,系统控制快加料气缸快速关闭,快加料信号转为慢加料信号,此时物料以一个较小的流量流入称量桶,以保证系统以较高的精度控制流入称量桶中物料。控制系统通过系统称重模块,可以准确预测一个提前量,停止整个加料进程,使得称量桶中物料最终的重量为用户设定重量,加料结束以后系统进入称量校验状态。进行称量校验的目的就在于在快慢加料均停止以后,系统进一步确认进入称量桶中的物料重量是否在用户的设定重量误差允许范围以内,若在误差范围以内,系统才进行卸料操作,否则系统报警,等待操作人员处理,操作人员处理完毕以后,系统继续运行。
灌装系统的物料通过管道进入储料斗,储料斗下口安装了电子秤的进料称重仪表,通过控制进料称重仪表的开合,将物料排进电子秤上的料桶里。进料门设计为双阀灌装结构,由伺服电机驱动。双阀全开进行粗投料,经过一定时间双阀打开到位,伺服电机停转进行粗投料,当粗投料时间到达伺服电机反转开始关双阀减小开度,当进料门关到一定位置电机停转,开始中投料,经过一定时间,中投料结束,伺服电机再次运转继续关双阀再减小开度,再经过一段时间伺服电机再停转,进行细投料,当达到经过计算的空中飞料设定重量时,伺服电机再次运转关闭阀门,计量称重结束。当称重结束后,称重仪表给PLC一个输入信号,PLC给灌装门气缸电磁阀输出信号,电磁阀驱动灌装门气缸将称重灌装阀打开,将物料排入料桶。当灌装时间到达,电磁阀复位,驱动灌装气缸复位,将灌装阀关闭。电子秤就完成一个称重循环。
物料从储料仓通过调节转子泵缓冲后流入自动灌装机,称重仪表发出信号,大小灌装枪阀全部打开,粗、细同时运转。称重模块将电子秤上桶内的物料重量转换成电信号,发送给称重仪表,当物料达到设定值时,关闭大灌装枪阀,粗延时数秒预给料停止。当重量将要达到额定值时,关闭小灌装枪阀,停细,余下重量靠下落飞料补充上。每次称量结束后,称重仪表都要按设定程序自动清零,并判断是否需要进行对实际重量进行补偿,以保证重量在定值范围内。待电子秤上的料桶重量稳定后称重仪表发出信号,灌装枪阀打开物料进入包装桶。电子秤上的灌装枪阀自动关闭并开始下一次称量。待物料全部落入包装桶后夹桶器自行松开,传输带自动送人压盖区,压盖取光电开关识别桶到达指定位置时,自动触点开始压盖,压盖完成后自动进入打包区域,又进入下一个工作循环。













