首页
关于我们
产品中心
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
产品中心
·
灌装系统
·
自动填充机
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
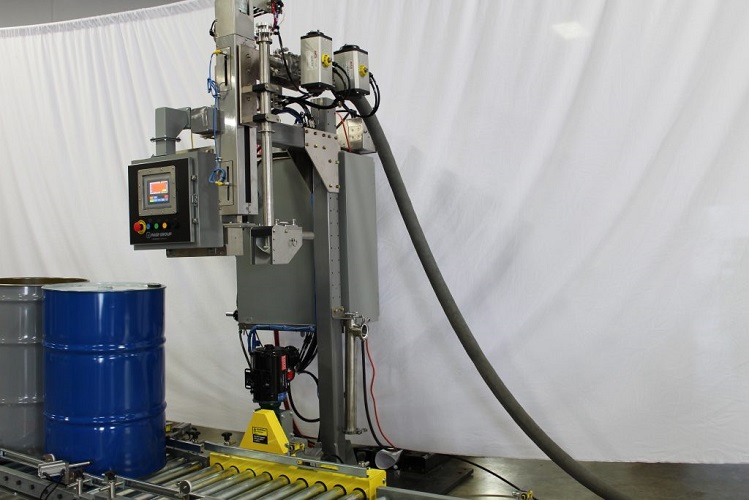
墨水充装机
墨水充装机利用称重模块与称重仪表用数据线连接,在达到预置定量重量时控制仪表控制停泵、关闭气动阀门。由PLC可编程器控制,容器送进时秤体电动滚筒同时运转,称重模块上的光电开关检到经过的容器发出的信号,控制电机停止容器到达灌装位置时发出的信号,由PLC控制电动滚简停止并自动去皮,灌装阀由步进电机驱动下降到达下限位,井由行程开关发出信号,PLC控制灌装阀全开启进行灌装。
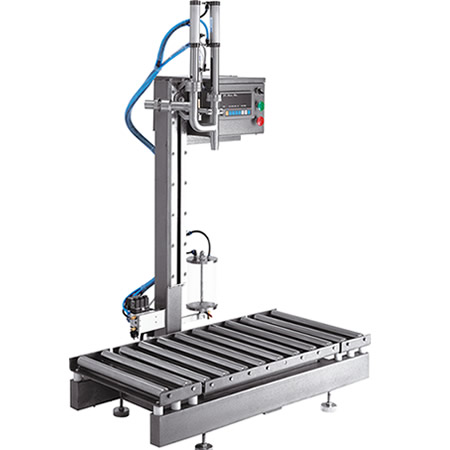
环氧树脂充装机
环氧树脂充装机利用称重模块与称重仪表用数据线连接,在达到预置定量重量时控制仪表控制停泵、关闭气动阀门。称重灌装机由PLC可编程器控制,容器送进时秤体电动滚筒同时运转,称重模块上的光电开关检到经过的容器发出的信号,控制电机停止容器到达灌装位置时发出的信号,由PLC控制电动滚简停止并自动去皮,灌装阀由步进电机驱动下降到达下限位,井由行程开关发出信号,PLC控制灌装阀全开启进行灌装。
稀释剂填装机
稀释剂填装机对应灌装阀快速开阀灌装,开启慢速电磁阀,PLC根据编码器的运行位置判断灌装阀的开闭状态,总线传送给控制器进行开和关灌装阀,并通过RS485对控制器进行参数设置、配方选择,残余回收等。灌装结束后在灌装称重画面设置物料回收按钮,降灌装阀体周围有剩余的残留物料进行回收,选择该按钮后回收槽汽缸动作,残留物料通过管道进入回收桶。
汽油灌料机
汽油灌料机主要由称重平台、支撑柱、滚珠丝杠、灌装管道、灌装枪、锅压、移动过滤器、通风装置、电气控制箱、步进电机等组成。称重仪表支撑柱支撑整个灌装机构,包括滚珠丝杠、步进电机、灌装管道等的机架。步进电机驱动滚珠丝杠带动灌装管道和灌装枪升降,灌装时通过活动过滤器、灌装管道和灌装枪将物料压入包装铁桶。
液体填充机
液体填充机主要由灌装管理、计量与传送控制等模块组成。采用Profibus系统配置,以PLC控制器为主站,ET200分布式I/0为从站,实现对电子秤、变频器和离心泵的控制和对各个桶的液位和机械手的监控。完成计量输送过程的状态监控、报警显示及手动操作等功能。
负压充装机
负压充装机设定的快加量时进行小流量灌装,等到设定值灌装完毕,称重系统采用高精度传感器及新一代数字控制系统,对灌装精度起到了可靠的保障。具有调试功能开关,调试过程中不灌装,操作方便。自动点瓶功能,便于随时查询灌装量。在气源出现泄露或气泵损坏的情况下,有自保功能防止液体泄露。具有暂停和强行停止功能,便于任何情况下的紧急处理。
计量填充机
计量填充机开启灌装后输送机开始运转,主控制系统行使PLC做的主控制元件,光电输入信号伺服电机动作气缸等为输出部件。自动灌装生产在线实时监控,微处理器透过串行通讯与PLC实时数据处理和数据录入基于工控机和PLC的精确控制。全智能化上位机工控机构成的两级灌装控制集机电信号处理及通信为一体的灌装设备,合理地分担上位监控和现场数据采集与控制任务。
涂料填充机
涂料填充机采用微机控制处理的方式来实现灌装过程的全自动化智能化,可将规则或不规则排列的成批灌装容器,按照灌装工艺要求完成增距、减距、分流、升降和翻身等动作,将输送到灌装执行机构的秤台以便完成气缸升降灌装。采用防滴漏装置、快装卡箍及快装水嘴接头;SMC无杆气缸,喷枪装置可以随着液面的升高而升高,确保喷枪在液面一定位置下的灌装。
油漆填充机
油漆填充机实时摄取检测称重模块秤台上被检测桶的图像,传送到图像采集卡。经过数字解码 A/D转换等处理,通过PCI总线传送至计算机内存进行存储。采用自动称重、PLC控制、机电、计算机接口等自动化技术,自主开发完成智能灌装称量与库存管理系统。
共18条
1
2
前往
页
墨水充装机
墨水充装机利用称重模块与称重仪表用数据线连接,在达到预置定量重量时控制仪表控制停泵、关闭气动阀门。由PLC可编程器控制,容器送进时秤体电动滚筒同时运转,称重模块上的光电开关检到经过的容器发出的信号,控制电机停止容器到达灌装位置时发出的信号,由PLC控制电动滚简停止并自动去皮,灌装阀由步进电机驱动下降到达下限位,井由行程开关发出信号,PLC控制灌装阀全开启进行灌装。
环氧树脂充装机
环氧树脂充装机利用称重模块与称重仪表用数据线连接,在达到预置定量重量时控制仪表控制停泵、关闭气动阀门。称重灌装机由PLC可编程器控制,容器送进时秤体电动滚筒同时运转,称重模块上的光电开关检到经过的容器发出的信号,控制电机停止容器到达灌装位置时发出的信号,由PLC控制电动滚简停止并自动去皮,灌装阀由步进电机驱动下降到达下限位,井由行程开关发出信号,PLC控制灌装阀全开启进行灌装。
稀释剂填装机
稀释剂填装机对应灌装阀快速开阀灌装,开启慢速电磁阀,PLC根据编码器的运行位置判断灌装阀的开闭状态,总线传送给控制器进行开和关灌装阀,并通过RS485对控制器进行参数设置、配方选择,残余回收等。灌装结束后在灌装称重画面设置物料回收按钮,降灌装阀体周围有剩余的残留物料进行回收,选择该按钮后回收槽汽缸动作,残留物料通过管道进入回收桶。
汽油灌料机
汽油灌料机主要由称重平台、支撑柱、滚珠丝杠、灌装管道、灌装枪、锅压、移动过滤器、通风装置、电气控制箱、步进电机等组成。称重仪表支撑柱支撑整个灌装机构,包括滚珠丝杠、步进电机、灌装管道等的机架。步进电机驱动滚珠丝杠带动灌装管道和灌装枪升降,灌装时通过活动过滤器、灌装管道和灌装枪将物料压入包装铁桶。
液体填充机
液体填充机主要由灌装管理、计量与传送控制等模块组成。采用Profibus系统配置,以PLC控制器为主站,ET200分布式I/0为从站,实现对电子秤、变频器和离心泵的控制和对各个桶的液位和机械手的监控。完成计量输送过程的状态监控、报警显示及手动操作等功能。
负压充装机
负压充装机设定的快加量时进行小流量灌装,等到设定值灌装完毕,称重系统采用高精度传感器及新一代数字控制系统,对灌装精度起到了可靠的保障。具有调试功能开关,调试过程中不灌装,操作方便。自动点瓶功能,便于随时查询灌装量。在气源出现泄露或气泵损坏的情况下,有自保功能防止液体泄露。具有暂停和强行停止功能,便于任何情况下的紧急处理。
计量填充机
计量填充机开启灌装后输送机开始运转,主控制系统行使PLC做的主控制元件,光电输入信号伺服电机动作气缸等为输出部件。自动灌装生产在线实时监控,微处理器透过串行通讯与PLC实时数据处理和数据录入基于工控机和PLC的精确控制。全智能化上位机工控机构成的两级灌装控制集机电信号处理及通信为一体的灌装设备,合理地分担上位监控和现场数据采集与控制任务。
涂料填充机
涂料填充机采用微机控制处理的方式来实现灌装过程的全自动化智能化,可将规则或不规则排列的成批灌装容器,按照灌装工艺要求完成增距、减距、分流、升降和翻身等动作,将输送到灌装执行机构的秤台以便完成气缸升降灌装。采用防滴漏装置、快装卡箍及快装水嘴接头;SMC无杆气缸,喷枪装置可以随着液面的升高而升高,确保喷枪在液面一定位置下的灌装。
油漆填充机
油漆填充机实时摄取检测称重模块秤台上被检测桶的图像,传送到图像采集卡。经过数字解码 A/D转换等处理,通过PCI总线传送至计算机内存进行存储。采用自动称重、PLC控制、机电、计算机接口等自动化技术,自主开发完成智能灌装称量与库存管理系统。