




















 020-34563445
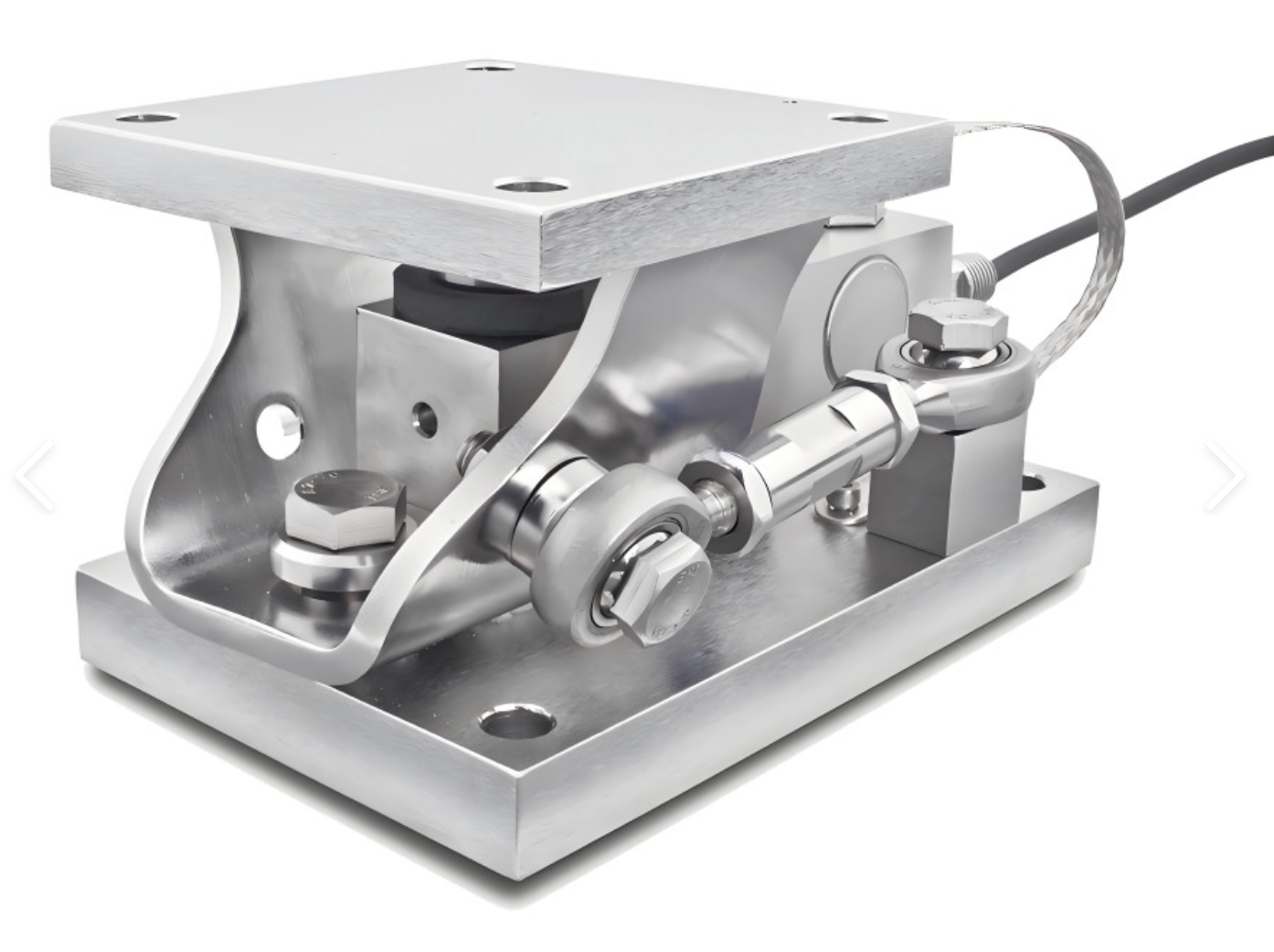
020-34563445变频张力称重模块控制恒张力恒速度卷绕控制以PLC为控制核心,交流同步伺服电机为执行器,通过称重模块和增量编码器获取张力和线速度反馈值,经过PLC运算后分别控制收卷辊和放卷棍电机的转速来达到恒张力恒速度的控制。自动收放卷系统主要由收卷辊、放卷辊、张紧辊、称重模块驱动系统和同步伺服电机组成,物料卷绕线速度的测量称量模块在增量式编码器和PLC控制放卷棍电机的转速;张力信号反馈选择的是悬臂式称重模块,通过称重变送器转换输出标准的+10V电压信号,然后通过PLC的模拟量输入模块采集反馈张力。控制系统所有的功能操作、参数设置和监控画面均在触摸屏上实现;同时系统还包括安全光栅、急停按钮、卷径过小停机以及张力过大停机等保护功能。
微张力控制的目的是使粗、中电机组各机架之间的轧件按微小的张力进行轧制。收放卷棍生产中一般采用“电流-速度”间接微张力控制法。张力的变化是由线材的秒流量差四引起的,而调整电机的速度就能改变秒流量,以达到控制张力的目的。通过对相临两工作机架中上游机架电机的转矩进行检测,加以记忆存储,形成表示卷绕内张力大小的实际值,与设定的张力给定值比较偏差,通过比例、积分控制校正上游机架的速度,协调两机架之间的关系,实现微张力控制。其控制关键是准确测量各电机的轧制电流(即力矩),称重系统通过检测对应机架的电枢转矩间接得到该值,当本机架的轧件卷绕而轧件尚未进入下架电机时,系统计算出的力矩值便是本电机的轧制力矩值。当下架电机也卷绕时,重新计算得到新的力矩,两力矩之差是轧件上的张力力矩。系统就是根据偏差值的正负和大小,给出相应的速度修正来平衡电机的速度,保证机架间的张力被限制在一定范围内,实现微张力控制。
张力计量模块所测的信号经过自身处理器滤波放大、转换等处理后传送至PLC的模拟量输入端即为图中的张力反馈值。张力反馈值与触摸屏输入的张力给定值运算后,得到一个张力偏差量。张力偏差量经过PID控制器处理后获得一个控制量,程序将该控制量转换成变频器控制字后通过PLC传送给牵引变频器,牵引变频器对牵引电机进行调速,进而实现了卷材的恒张力控制。在程序中可以设置当张力反馈值接近张力给定值的90%时再采用PID控制器,这样可以增加系统的响应速度。


