




















 020-34563445
020-34563445供料装置结构比较简单,主要由料仓、给料装置、配料秤等组成,料仓里装粉末状或颗粒状或小块状固态物料,由于料仓四周坡度设计,物料会自动滑落到给料控制装置上。给料控制装置其实是一根由三相电机带动的螺旋输送,电机带动螺旋将物料送入配料秤上。配料秤能称出螺旋上物料的重量,并且螺旋以一定的速度将物料倒人称重模块上的料斗。最后螺旋将两种物料送人混料机进行混合,给料控制装置给料大小由其驱动电机速度决定,驱动电机由变频器控制,而变频器又由PLC输出的模拟量信号进行调节。最终给料装置给料大小由PLC输出模拟量信号大小决定。螺旋电机经过减速机后,以固定的速度转动所以,配料秤上的物料基本是低速、匀速运动。
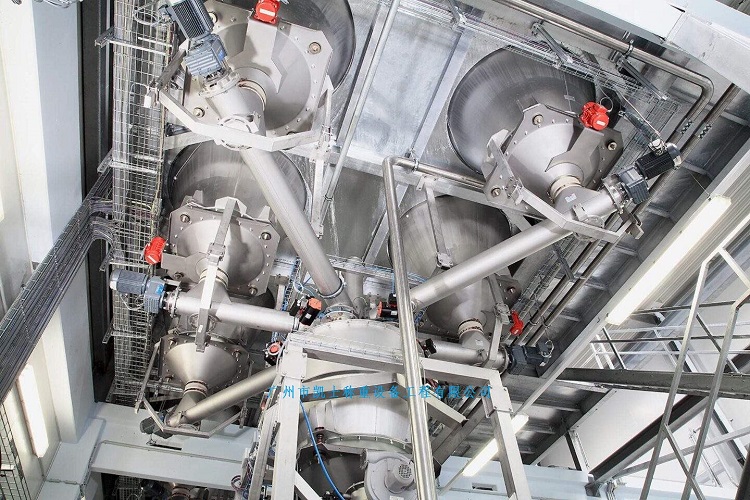
供料装置针对固体物料的配料,大多是应用于粉末状物料,粉末状物料均匀性比较好,便于控制,并且大部分是采用定量方式,在配料过程中,解包室主要用于投料,由相关的工作者将料包打开并将其投放到解包室即可,为了降低和避免传统粉料配料装置中粉料四处飞散,破坏环境,威胁工作人员健康的情况,该装置在解包室上方安装了除尘器,工作人员进行投料工作的同时,除尘器开始工作,将解包室上方扬起的粉尘吸附走,最大程度保持工作环境的干净整洁,解包室下连接着储料仓以及供料装置,投放的配料由解包室落人到储料仓,继而进入供料装置中,在这个加料工位的位置上,若有配料需求,则应当由专门的工作人员或器械将供料装置放置规范,然后开始工作,供料装置开始工作后,向乘料工具输送粉料,同时期内,称重工作开始同步进行,集中除尘装置也开始工作。当供料装置中盛放的配料重量达到提前设定的预期值时,称量模块就会向供料系统反馈,暂时一轮的加料工作就会停止,多种配料重量都达到预设值时,供料装置就会将各种配料下放,进人输送机,输送至下一个工作环节,所有的配料环节结束后,再由工作人员将盛料容器取下,按照相应的工作程序进行加工装袋即可。加工中,控制配料精准度的设备主要是依靠称重模块系统,称重系统的精准度直接关系到配料的精确度,该环节主要由称重系统自动修正,只有将称重的误差不断缩小,精度控制在合理的误差之内,才能够更好的保证粉料的质量和品质。











