首页
关于我们
产品中心
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
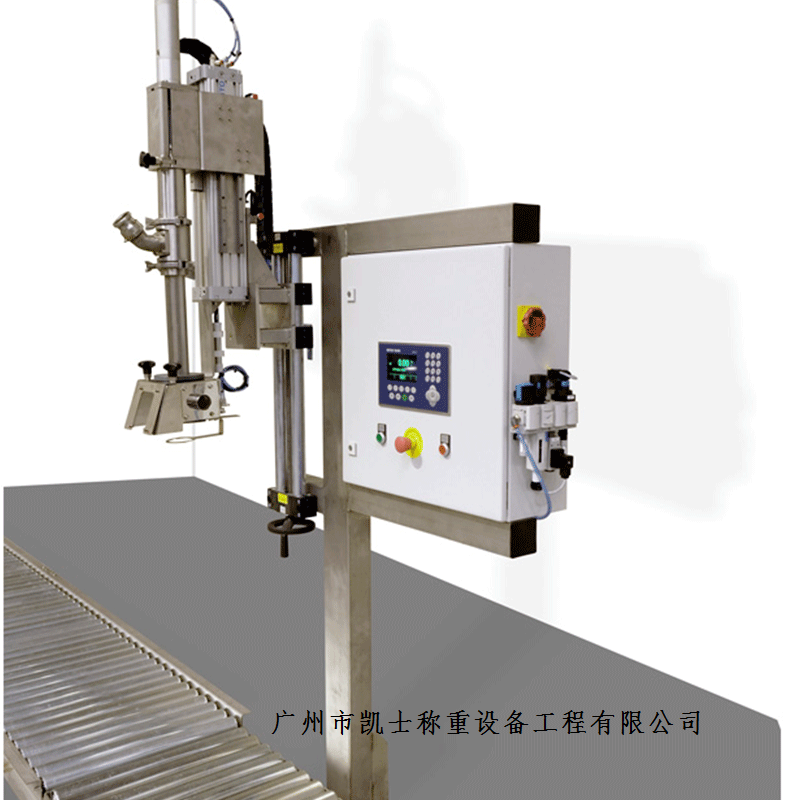
自动环氧树脂灌装机
自动环氧树脂灌装机每个卸料口有1套独立的称重控制单元,通过连接的称重传感器检测灌装重量,完成卸料闸门的启闭、气缸灌装枪的开停以及压盖等全部控制过程。每个控制单元都挂接在通信总线上,但互不影响。
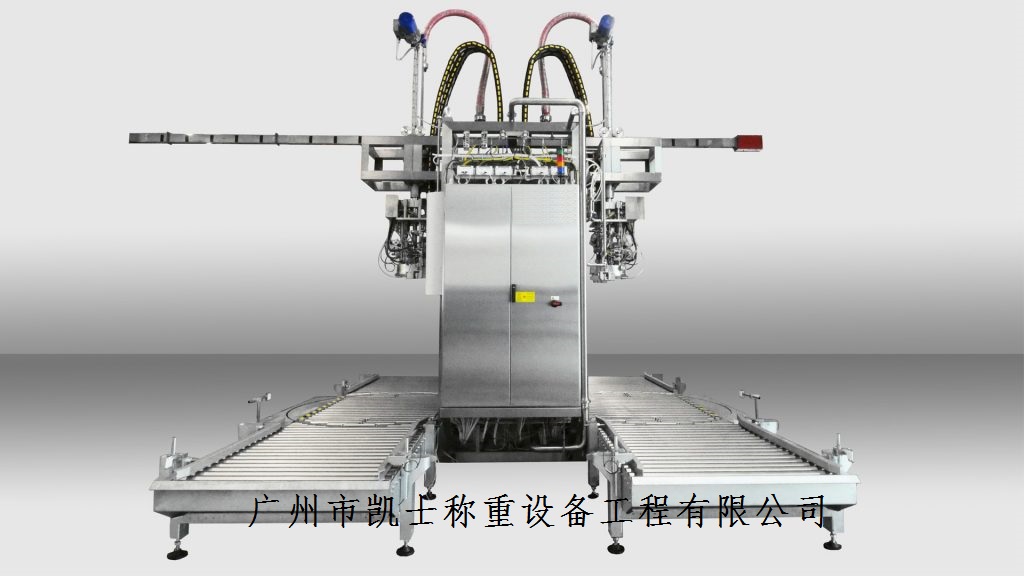
OIU 甲醇灌装装置
甲醇灌装装置通过气缸带动一个活塞来抽取和打出物料用单向阀控制物料流向,用磁簧开关控制气缸的行程调节灌装量,利用称重模块与称重仪表用数据线连接,在计量过程中电子秤的压力信号不断传输到称重仪表,在达到预置定量重量时控制仪表 控制停泵、关闭气动阀门。
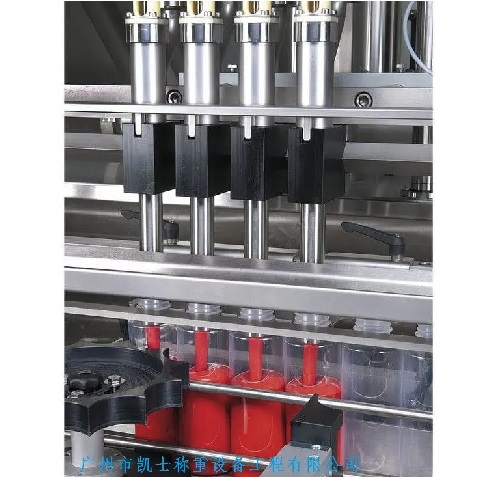
FRS 盐酸罐装机
盐酸罐装机在桶到达灌装位置时,接近开关感应到灌装桶,将感应信号传送至PLC,PLC控制输送电机停止,升降气缸在PLC的控制下开始上升,同时带动滚轮臂结构上升至气缸行程的最大位置,升降气缸停止上升,同步电机开始启动带动滚轮臂运动,灌装桶在滚轮臂的带动下可以旋转。
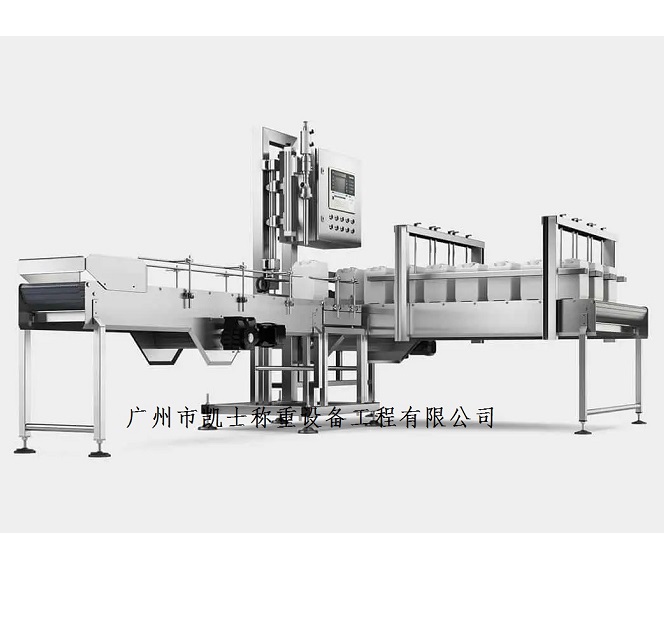
AF7 自动罐装机
自动罐装机通过 PLC编程输出一定数量的方波脉冲,控制步进申机的转角进而控制伺服机构的灌装进给量,环行脉冲分配器将可编程控制器输出的控制脉冲按步进电机的通电顺序分配到相应的绕组, 利用PLC控制步进电机其脉冲分配可以由软件实现灌装、封盖、封箱、码垛、称重设备以及相应的输送。
FA0 防爆罐装机
防爆罐装机用于对数据采集、处理并控制,嵌人式 MCGS组态软件的触摸屏实现数据的实时显示、置定量值、快进量、中进量、慢进量等参数后启动系统。通过称重模块把物料重量转换成对应的电压信号传送到称重仪表,称重仪表完成对信号的放大、滤波、A/D转换和处理。
计量称重灌装机
计量称重灌装机在灌装阀下部均有一个称量模块,灌装开始后,首先往空罐注入等定量值的液体,称重模块传感器实时测量包装容器的重量并传送给PLC控制系统,控制系统得到注入定量值液体的数据后控制每个灌装阀上的气动系统关闭灌装阀,之后控制系统往灌装阀内再注入定量值液体以便下一罐灌装。
自动助剂灌装机
自动助剂灌装机采用位置伺服控制来精确控制活塞缸的行程,也就达到精确控制灌装容积的目的。采集液体黏度、温度、压力,通过一定的补偿算法,实现活塞缸的行程补偿,DSP接收PLC发出的位置指令信号,把PLC给出定量与补偿重量相叠加,作为定量的总给定的称重控制。
自动油脂灌装机
自动油脂灌装机由PLC(西门子S7-200),灌装机械,数字称重传感器,变频器,伺服电机组成,系统PLC接受数字称重传感器的重量达标信号,从而控制变频器。变频器通过改变输出频率控制电机转速,从而改变灌装机上输料转子泵的转动速度来控制给料的快慢。
自动药剂灌装机
自动药剂灌装机由可编程控制器与电子秤组成一个两级计算机控制网络,通过现场总线连接现场称重仪表、控制计算机、PLC、变频器等智能程度较高、处理速度快的设备。PLC主要承担对自动灌装机故障检测、显示及报警,并同时向变频器输出信号,变频器完成调节点电子秤转速的作用。
共1217条
1
2
...
103
104
105
...
135
136
前往
页
自动环氧树脂灌装机
自动环氧树脂灌装机每个卸料口有1套独立的称重控制单元,通过连接的称重传感器检测灌装重量,完成卸料闸门的启闭、气缸灌装枪的开停以及压盖等全部控制过程。每个控制单元都挂接在通信总线上,但互不影响。
OIU 甲醇灌装装置
甲醇灌装装置通过气缸带动一个活塞来抽取和打出物料用单向阀控制物料流向,用磁簧开关控制气缸的行程调节灌装量,利用称重模块与称重仪表用数据线连接,在计量过程中电子秤的压力信号不断传输到称重仪表,在达到预置定量重量时控制仪表 控制停泵、关闭气动阀门。
FRS 盐酸罐装机
盐酸罐装机在桶到达灌装位置时,接近开关感应到灌装桶,将感应信号传送至PLC,PLC控制输送电机停止,升降气缸在PLC的控制下开始上升,同时带动滚轮臂结构上升至气缸行程的最大位置,升降气缸停止上升,同步电机开始启动带动滚轮臂运动,灌装桶在滚轮臂的带动下可以旋转。
AF7 自动罐装机
自动罐装机通过 PLC编程输出一定数量的方波脉冲,控制步进申机的转角进而控制伺服机构的灌装进给量,环行脉冲分配器将可编程控制器输出的控制脉冲按步进电机的通电顺序分配到相应的绕组, 利用PLC控制步进电机其脉冲分配可以由软件实现灌装、封盖、封箱、码垛、称重设备以及相应的输送。
FA0 防爆罐装机
防爆罐装机用于对数据采集、处理并控制,嵌人式 MCGS组态软件的触摸屏实现数据的实时显示、置定量值、快进量、中进量、慢进量等参数后启动系统。通过称重模块把物料重量转换成对应的电压信号传送到称重仪表,称重仪表完成对信号的放大、滤波、A/D转换和处理。
计量称重灌装机
计量称重灌装机在灌装阀下部均有一个称量模块,灌装开始后,首先往空罐注入等定量值的液体,称重模块传感器实时测量包装容器的重量并传送给PLC控制系统,控制系统得到注入定量值液体的数据后控制每个灌装阀上的气动系统关闭灌装阀,之后控制系统往灌装阀内再注入定量值液体以便下一罐灌装。
自动助剂灌装机
自动助剂灌装机采用位置伺服控制来精确控制活塞缸的行程,也就达到精确控制灌装容积的目的。采集液体黏度、温度、压力,通过一定的补偿算法,实现活塞缸的行程补偿,DSP接收PLC发出的位置指令信号,把PLC给出定量与补偿重量相叠加,作为定量的总给定的称重控制。
自动油脂灌装机
自动油脂灌装机由PLC(西门子S7-200),灌装机械,数字称重传感器,变频器,伺服电机组成,系统PLC接受数字称重传感器的重量达标信号,从而控制变频器。变频器通过改变输出频率控制电机转速,从而改变灌装机上输料转子泵的转动速度来控制给料的快慢。
自动药剂灌装机
自动药剂灌装机由可编程控制器与电子秤组成一个两级计算机控制网络,通过现场总线连接现场称重仪表、控制计算机、PLC、变频器等智能程度较高、处理速度快的设备。PLC主要承担对自动灌装机故障检测、显示及报警,并同时向变频器输出信号,变频器完成调节点电子秤转速的作用。