首页
关于我们
产品中心
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
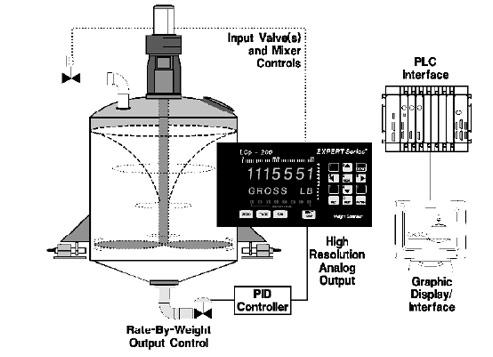
称重温度配料系统
称重温度配料系统的硬件主要由变频器、温度控制、PLC流程控制部分组成。变频器接收到PLC给出的速度和转矩信号后,控制变频调速器设定相应的速度和转向使电机运转,同时将反馈信号传回PLC,监控电枢的温度、速度及转矩是否超过设定值。PLC流程控制是根据现场信号,控制进料、主机、传送和温度单元的运行,并提供相应的工作状况显示,以备操作人员进行监控。
螺旋 上料系统
螺旋上料系统基于操作系统开发的人机界面,可以满足对监视和控制生产过程以及对生产数据进行归档处理的诸多要求,用WinCC绘制的用户界面,操作简单人机界面良好,可动态显示现场各种设备的运行状态和配料运行的各种参数。操作人员还可以根据需要,灵活地控制现场设备启停和更改配料的运行参数。
料斗秤控制系统
料斗秤控制系统即将两种或两种以上的物料按一定重量配比自动定量加入料斗秤内,经过称重达到预定要求后自动出料的过程。采用自动化控制,实现原料上料、称重计量、真空进料、分散和输送等过程自动控制和监管,分散时间及缸号可根据生产要求在计算机上进行选择调整,过程中的电机设备的开启与关闭、进料阀门开启与关闭均由计算机控制。
称重自动配料系统
称重自动配料系统采以中央处理系统为核心开发而成的,每一台称重控制器控制一台计量秤,直接控制配料过程,完成数据釆集、处理、存储与显示,故障检测与报警,数据通讯等任务。配料过程的实时显示,数据的贮存和报表打印,并直接参与对每台计量秤的进料,卸料动作控制。控制系统是一个多路数据釆集单元,安装在生产现场,负责称重信号和液位信号的数据采集和就地显示,并将釆集到的数据通过串行总线送上位机处理。
称重调节配料系统
称重调节配料系统通过称重模块会发出满料信号给PLC,PLC控制输送机停止螺旋,物料为最小存料量时称重模块发出信号让输送机开始螺旋,利用步进电机带动形输料管转动,实现在不同支管之间的切换输送。步进电机带动旋转支撑架旋转,从而带动螺旋输料管旋转,并使螺旋输料管与其中一个出料口相连通。实现了系统分配机输送管道任意切换、电动阀的自动开启关闭、螺旋输送下料速度的自动调节和螺旋启动与停止等功能。
顺序 自动上料系统
顺序自动上料系统引入先进的工业控制计算机机和PLC和DCS系统,采用分散化、网络化、智能化,保证配料的可靠性和长期稳定性。采用输送泵实现液体的配料以反应釜为控制单元,在每个反应釜都相应的设置配方设定界进行不同的配方投料输送,灵活应对不同的生产批次的任务不同配方的需求。
自动料斗系统
自动料斗系统利用数据采集、控制技术和组态软件上的优势开发具有具有计算机和称重仪表相互监视的机制和多种报警机制,即使在计算机死机情况下,不但会发出报警信号,还可以按照原先的状态继续运行,从而保证了产品的质量和产量。所有的数据都可以进行保存,为了保证数据的效率,默认数据保存方式是时间驱动型的,即当配比被修改时、发生警报时或其他预先定义的事件发生时。系统还提供统计数据的查询,如产量报表。数据查询不但可以在本地实现,也可以在任何联网的计算机上进行。
称重料斗系统
称重料斗系统是一种面向工业自动化的通用数据采集和监控软件,能从自动化过程和配料中采集各种信息,并将信息以图形化等更易于理解的方式进行显示,将重要的信息以各种手段传送到相关人员,对信息执行必要分析处理和存储,发出控制指令等等。 提供了丰富的用于工业自动配料的功能,配置等较为简单的工作来建立自己所需要的配料功能。
CH1 螺杆秤
螺杆秤是利用螺杆旋转产生的压力进行物料称重的设备,核心部件包括螺杆和称重传感器,通过电机驱动螺杆旋转,传感器实时监测压力变化并传输到控制系统计算物料重量。基于连续动态给料计量,其计量准确性依赖于给料螺旋和计量螺旋的精确配合,给料螺旋根据控制系统的指令,以设定的转速从料仓或料斗中取出物料,并将其送入计量螺旋。
共1217条
1
2
...
39
40
41
...
135
136
前往
页
称重温度配料系统
称重温度配料系统的硬件主要由变频器、温度控制、PLC流程控制部分组成。变频器接收到PLC给出的速度和转矩信号后,控制变频调速器设定相应的速度和转向使电机运转,同时将反馈信号传回PLC,监控电枢的温度、速度及转矩是否超过设定值。PLC流程控制是根据现场信号,控制进料、主机、传送和温度单元的运行,并提供相应的工作状况显示,以备操作人员进行监控。
螺旋 上料系统
螺旋上料系统基于操作系统开发的人机界面,可以满足对监视和控制生产过程以及对生产数据进行归档处理的诸多要求,用WinCC绘制的用户界面,操作简单人机界面良好,可动态显示现场各种设备的运行状态和配料运行的各种参数。操作人员还可以根据需要,灵活地控制现场设备启停和更改配料的运行参数。
料斗秤控制系统
料斗秤控制系统即将两种或两种以上的物料按一定重量配比自动定量加入料斗秤内,经过称重达到预定要求后自动出料的过程。采用自动化控制,实现原料上料、称重计量、真空进料、分散和输送等过程自动控制和监管,分散时间及缸号可根据生产要求在计算机上进行选择调整,过程中的电机设备的开启与关闭、进料阀门开启与关闭均由计算机控制。
称重自动配料系统
称重自动配料系统采以中央处理系统为核心开发而成的,每一台称重控制器控制一台计量秤,直接控制配料过程,完成数据釆集、处理、存储与显示,故障检测与报警,数据通讯等任务。配料过程的实时显示,数据的贮存和报表打印,并直接参与对每台计量秤的进料,卸料动作控制。控制系统是一个多路数据釆集单元,安装在生产现场,负责称重信号和液位信号的数据采集和就地显示,并将釆集到的数据通过串行总线送上位机处理。
称重调节配料系统
称重调节配料系统通过称重模块会发出满料信号给PLC,PLC控制输送机停止螺旋,物料为最小存料量时称重模块发出信号让输送机开始螺旋,利用步进电机带动形输料管转动,实现在不同支管之间的切换输送。步进电机带动旋转支撑架旋转,从而带动螺旋输料管旋转,并使螺旋输料管与其中一个出料口相连通。实现了系统分配机输送管道任意切换、电动阀的自动开启关闭、螺旋输送下料速度的自动调节和螺旋启动与停止等功能。
顺序 自动上料系统
顺序自动上料系统引入先进的工业控制计算机机和PLC和DCS系统,采用分散化、网络化、智能化,保证配料的可靠性和长期稳定性。采用输送泵实现液体的配料以反应釜为控制单元,在每个反应釜都相应的设置配方设定界进行不同的配方投料输送,灵活应对不同的生产批次的任务不同配方的需求。
自动料斗系统
自动料斗系统利用数据采集、控制技术和组态软件上的优势开发具有具有计算机和称重仪表相互监视的机制和多种报警机制,即使在计算机死机情况下,不但会发出报警信号,还可以按照原先的状态继续运行,从而保证了产品的质量和产量。所有的数据都可以进行保存,为了保证数据的效率,默认数据保存方式是时间驱动型的,即当配比被修改时、发生警报时或其他预先定义的事件发生时。系统还提供统计数据的查询,如产量报表。数据查询不但可以在本地实现,也可以在任何联网的计算机上进行。
称重料斗系统
称重料斗系统是一种面向工业自动化的通用数据采集和监控软件,能从自动化过程和配料中采集各种信息,并将信息以图形化等更易于理解的方式进行显示,将重要的信息以各种手段传送到相关人员,对信息执行必要分析处理和存储,发出控制指令等等。 提供了丰富的用于工业自动配料的功能,配置等较为简单的工作来建立自己所需要的配料功能。
CH1 螺杆秤
螺杆秤是利用螺杆旋转产生的压力进行物料称重的设备,核心部件包括螺杆和称重传感器,通过电机驱动螺杆旋转,传感器实时监测压力变化并传输到控制系统计算物料重量。基于连续动态给料计量,其计量准确性依赖于给料螺旋和计量螺旋的精确配合,给料螺旋根据控制系统的指令,以设定的转速从料仓或料斗中取出物料,并将其送入计量螺旋。