首页
关于我们
产品中心
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
产品中心
·
配料系统
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
螺旋 配料机
螺旋配料机中物料供给使用的是进出料螺旋,螺旋使用变频器通过变频电机拖动,系统根据目前称量的重量和目标重量来控制电机的运行速度和启停。当称重量到达目标重量允许的误差时,螺旋停止送料。称量的目标重量可以是通过来自上位机的任务呼叫,也可以是来自触摸屏的直接输入重量。采用螺旋电机,分别实现横向运动,实现向反应釜内配料。
牵引 自动配料系统
牵引自动配料系统保证上位PC机与PLC之间的实时通信,通过电子称直接采集重量信号,自动控制称重,操作人员通过键盘或鼠标在上位机人机界面(HMI)上输入加料信息(加料种类、重量等),监视上料控制的全过程,打印加料的结果和生产报表,实现上料过程的测控管一体化,不失为一种切实可行的有效方法。
OCS1 称量混配设备
称量混配设备实现对主、辅配料机的两级控制,每一台螺旋都是由一台驱动电机;两个料位传感器;一个速度传感器;一个称重传感器以及一台变频器构成。开关量控制着电机的运转状态,变频器控制端输入是由PLC的数字量输入来决定的,经变频器调出高频脉冲,并输送给螺旋驱动电机。料位传感器开始检测料斗中是否含有物料,电机的转速由速度传感器监控。
称重 搅拌上料设备
称重搅拌上料设备采用调节阀或改变发料罐压力进行配料,将重量值进行PID调节配料罐的压力或调节阀的开度。采用标准比例功能和称重系统的比例计算,保证称重性能的稳定。给出值经过乘法器计算配料重量目标值,作为控制量的远程给定,取倒数后经乘法器计算出料重量,从而实现交互配料。
反应 称重上料设备
反应称重上料设备经螺旋传送至称料区,称重传感器根据物料压力大小输出电压信号,经放大,输出一个计量电平信号,这个信号与物料重量成正比。接着将信号送至上位机接口,并转换成一个重量信号,重量值在当前的上位机上进行显示,同时送至PLC,PLC将与上位机设定的配料给定值进行比较并运算。将此控制量传送至变频器,改变变频器的输出值,以此来完成对转速的控制。调整给定量与设定值相同,完成配料过程。
齿轮 自动配料系统
齿轮自动配料系统由称重模块接线盒、称重仪表、接线柜、PLC控制柜,主要硬件由两台计算机、高性能的微电脑控制器、人机界面、高速高精度的称重单元和国际著名低压电器组成,结合自主研发的专业控制软件实现化工液体生产的配料系统;在每一配料周期开始时,将此前设定的加料量与实际的加料量求差值,作为本周期设定的加料量的补偿值,以消除每一秤加料量的累计误差。
调频 自动配料系统
调频自动配料系统利用称重模块以及螺旋机的转速来进行粉料的计量,计量单元的螺旋机以恒定转速运转,螺旋机的旋转力矩通过料仓传递到称量模块,称量模块的输出电压正比于该旋转力矩,并通过模数转换将模拟量转换为数字量输出。螺旋机的转速通过测速称量模块测得,并通过频数转换器转换为数字量。最终旋转力矩和转速传入称重仪表中进行运算,从而得到粉料的瞬时流量。
振动 自动混料设备
自动混料设备采用分散控制、集中管理的控制方式,分三级结构实现工艺需求与配料系统节能的双向协调。分散扬尘点就地实现振动筛、下料斗等工位的支路吸附点自动开闭,有效降低配料非除尘通风量的需求;中置控制器实现对扬尘点工况的集中监测,根据各工位运行情况计算反应釜除尘配料的实时风量需求。从而给定变频运行频率控制值,远传4~20mA频率调节指令至除尘风机变频器实现除尘风量的连续变工况调节。
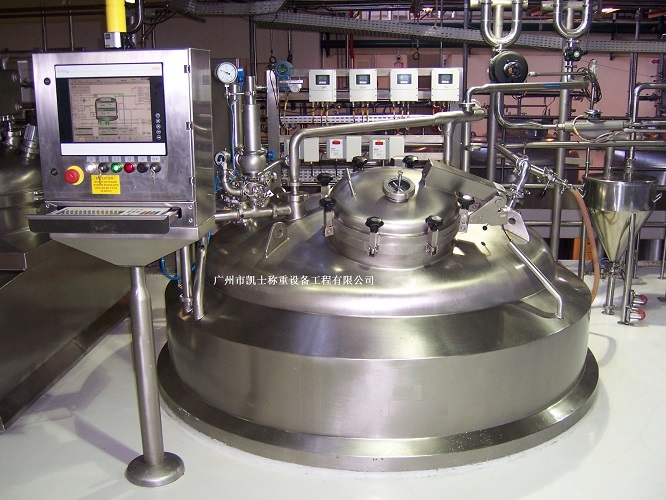
夹套 称重混料设备
夹套称重混料设备结构由高位料仓、阀门、振料电机,称重模块和反应釜,以及一套位置检测装置组成。在加料等待阶段,移动桶停在电子秤上及反应罐加料口位置上等待控制命令。根据操作人员输入的加料参数,料仓阀门开启下料。通过电子秤不断地采集进料量,当达到加料设定值一提前量时关闭阀门,提前量可由阀门的时间计算或根据经验获得。当所加物料到达指定重量时自动关闭阀门。
共103条
1
2
...
9
10
11
12
前往
页
螺旋 配料机
螺旋配料机中物料供给使用的是进出料螺旋,螺旋使用变频器通过变频电机拖动,系统根据目前称量的重量和目标重量来控制电机的运行速度和启停。当称重量到达目标重量允许的误差时,螺旋停止送料。称量的目标重量可以是通过来自上位机的任务呼叫,也可以是来自触摸屏的直接输入重量。采用螺旋电机,分别实现横向运动,实现向反应釜内配料。
牵引 自动配料系统
牵引自动配料系统保证上位PC机与PLC之间的实时通信,通过电子称直接采集重量信号,自动控制称重,操作人员通过键盘或鼠标在上位机人机界面(HMI)上输入加料信息(加料种类、重量等),监视上料控制的全过程,打印加料的结果和生产报表,实现上料过程的测控管一体化,不失为一种切实可行的有效方法。
OCS1 称量混配设备
称量混配设备实现对主、辅配料机的两级控制,每一台螺旋都是由一台驱动电机;两个料位传感器;一个速度传感器;一个称重传感器以及一台变频器构成。开关量控制着电机的运转状态,变频器控制端输入是由PLC的数字量输入来决定的,经变频器调出高频脉冲,并输送给螺旋驱动电机。料位传感器开始检测料斗中是否含有物料,电机的转速由速度传感器监控。
称重 搅拌上料设备
称重搅拌上料设备采用调节阀或改变发料罐压力进行配料,将重量值进行PID调节配料罐的压力或调节阀的开度。采用标准比例功能和称重系统的比例计算,保证称重性能的稳定。给出值经过乘法器计算配料重量目标值,作为控制量的远程给定,取倒数后经乘法器计算出料重量,从而实现交互配料。
反应 称重上料设备
反应称重上料设备经螺旋传送至称料区,称重传感器根据物料压力大小输出电压信号,经放大,输出一个计量电平信号,这个信号与物料重量成正比。接着将信号送至上位机接口,并转换成一个重量信号,重量值在当前的上位机上进行显示,同时送至PLC,PLC将与上位机设定的配料给定值进行比较并运算。将此控制量传送至变频器,改变变频器的输出值,以此来完成对转速的控制。调整给定量与设定值相同,完成配料过程。
齿轮 自动配料系统
齿轮自动配料系统由称重模块接线盒、称重仪表、接线柜、PLC控制柜,主要硬件由两台计算机、高性能的微电脑控制器、人机界面、高速高精度的称重单元和国际著名低压电器组成,结合自主研发的专业控制软件实现化工液体生产的配料系统;在每一配料周期开始时,将此前设定的加料量与实际的加料量求差值,作为本周期设定的加料量的补偿值,以消除每一秤加料量的累计误差。
调频 自动配料系统
调频自动配料系统利用称重模块以及螺旋机的转速来进行粉料的计量,计量单元的螺旋机以恒定转速运转,螺旋机的旋转力矩通过料仓传递到称量模块,称量模块的输出电压正比于该旋转力矩,并通过模数转换将模拟量转换为数字量输出。螺旋机的转速通过测速称量模块测得,并通过频数转换器转换为数字量。最终旋转力矩和转速传入称重仪表中进行运算,从而得到粉料的瞬时流量。
振动 自动混料设备
自动混料设备采用分散控制、集中管理的控制方式,分三级结构实现工艺需求与配料系统节能的双向协调。分散扬尘点就地实现振动筛、下料斗等工位的支路吸附点自动开闭,有效降低配料非除尘通风量的需求;中置控制器实现对扬尘点工况的集中监测,根据各工位运行情况计算反应釜除尘配料的实时风量需求。从而给定变频运行频率控制值,远传4~20mA频率调节指令至除尘风机变频器实现除尘风量的连续变工况调节。
夹套 称重混料设备
夹套称重混料设备结构由高位料仓、阀门、振料电机,称重模块和反应釜,以及一套位置检测装置组成。在加料等待阶段,移动桶停在电子秤上及反应罐加料口位置上等待控制命令。根据操作人员输入的加料参数,料仓阀门开启下料。通过电子秤不断地采集进料量,当达到加料设定值一提前量时关闭阀门,提前量可由阀门的时间计算或根据经验获得。当所加物料到达指定重量时自动关闭阀门。