首页
关于我们
产品中心
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
产品中心
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
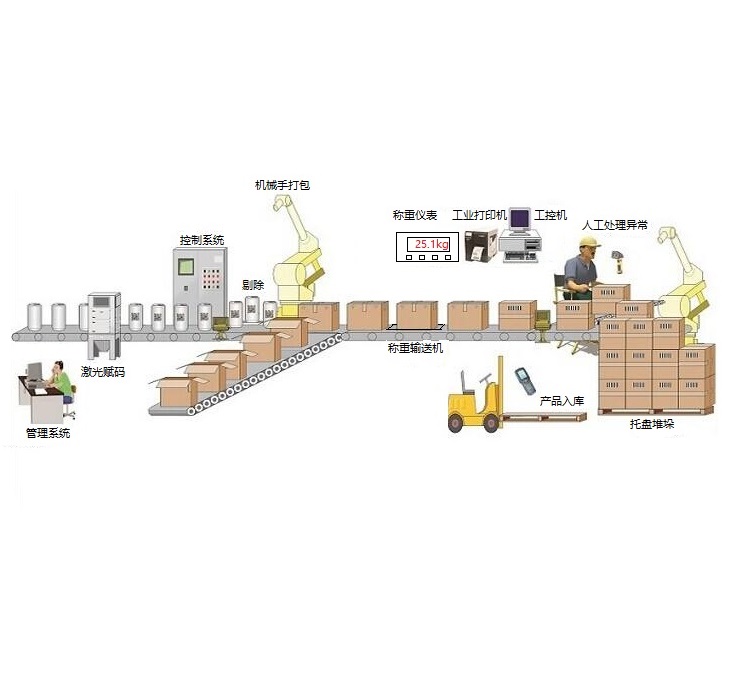
SX 在线激光赋码称重
在线激光赋码称重控制单元能够控制激光器的出光、振镜的角度偏转,并能实时采集生产线的速度,生成速度误差补偿信号。称重操作单元负责系统与操作人员的人机交互。通过称重操作单元,操作人员能够进行编制自定义编码、控制系统的运行与停止等操作。称重操作单元接受操作人员的相关操作后,将其转发给主控单元去执行。
HGT 防爆配料机
防爆配料机是在化工生产工艺中的一道电子秤非常重要的工序,主要完成主料和各种配料的称重、配比。后配料将前系统形成的基粉通过皮带秤和传送带送人预混器与的各原料混合后,由传送带送人成品仓。后配料实现了对输送物料流量的计量。
HGU 配料机
配料机主要为称重仪表,PLC作为辅助控制系统,计算机人机界面显示配比参数(配方)及监控记录实时数据。在自动控制方式下,单击前配工艺画面中自动配料“启动”按钮,或前配控制柜“启动”按钮,称重仪表就按设定好的配方打开电子秤的称料阀。系统检测到某秤配料阀未关,会发生报警并进入暂停状态。每台秤根据称料快慢设有提前量,当控制仪表检测到秤称料重量达到设定值时,会减去提前量,控制仪表则关闭进料阀。提前量可人为修正或自动修正,使控制称重仪表控制配料秤每次配料精度达到设定的目标值。
称量输料机
称量输料机将已经称好的电子秤原料按一定的顺序投放到反应釜中,同时开启搅拌和加热,控制过程由称重仪表与PLC共同完成。称重仪表控制配料定量范围,重量达到目标值由PLC控制阀门自动完成,配料有固定顺序和可编程序两种控制方式。在固定顺序方式下,各种原料的放料顺序是固定的,不可改变。在可编程序方式下,各种原料的放料顺序可根据配方在人机界面上人为设定。
HRT 计量配料机
计量配料机根据配比值给出泵的控制电流,PLC输出4~20mA控制泵、泵变频器,使出料流量控制为PID调节,根据工艺要求配比,计算出相应的跟踪流量传给PLC。PLC给出4-20mA控制电流,控制辅料秤的变频器,使相应的配料流量控制在跟踪流最范围。预混器、分配皮带机及除伞风机设有现场肩停按钮,经远程控制转换,连接到中控室,可通过唇配柜卜的启停按钮实现设备的启停控制,也可操纵人机界面后配工艺上的启停按钮。通过控制PLC实现启停。
HUO 混合配料机
混合配料机设定界面显示的瞬时重量、物料的料位、使用状态及各种物料的配料顺序。完成配料工序生产记录,包括各个班的前配报表,记录每种物料秤的重量、时间、锅号,后配报表记录每个班生产的正品量和次品量、每天生产的正品总量和次品总量,从历史曲线界面上可查看配料秤的瞬时重量。报警界面可以显示阀门关闭及下料超时、放料超时等报警信号。
气力配料系统
气力配料系统采用正反向双向追踪,进一步提高了追踪精度。配料运行后,称重模块不断的在检测追踪微动开关检测机械的位置,信号送至PLC经程序运算后,由PLC的输出正追、反追控制追踪电机的正反追踪,对包装材料在生产过程中出现的误差及时发现同时准确的给予补偿和纠正,避免了包装材料的浪费。检测若在追踪预定次数后仍不能达到技术要求,可自动停机待检,避免废品的产生。
间歇 混合机
间歇混合机操作人员通过输入每种原料的比例,机器将结合每次配料的重量计算出各种原料所需配比的重量,然后通过控制计量阀的打开和关闭分别将原料配送到称重斗内,当每种原料按照比例配比完成后,称重斗内的原料将被排落到下方的搅拌器内进行搅拌,搅拌完成后整个过程完成。
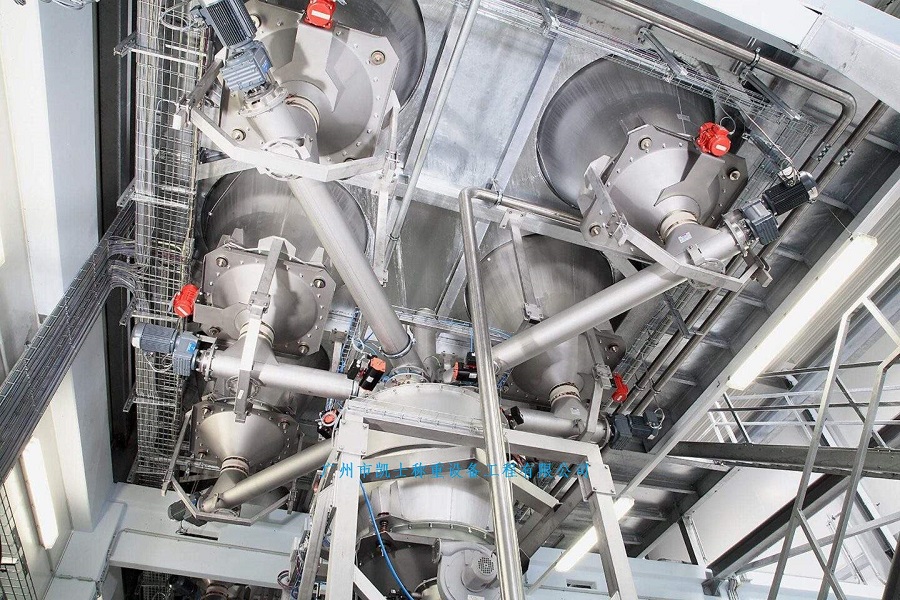
塑胶配料系统
塑胶配料系统可以实现自动化称重加料,法兰连接避免混合机混合过程中粉尘外泄。特有的氮气补充装置,可实现在防爆要求高得化工厂使用。真空泵通过真空输送设备的分离容器产生真空。将物料从进料口通过吸料软管与吸料口吸入。在分离容器的过滤仓内分离空气与物料,将物料收集在称重料仓中。
共579条
1
2
...
49
50
51
...
64
65
前往
页
SX 在线激光赋码称重
在线激光赋码称重控制单元能够控制激光器的出光、振镜的角度偏转,并能实时采集生产线的速度,生成速度误差补偿信号。称重操作单元负责系统与操作人员的人机交互。通过称重操作单元,操作人员能够进行编制自定义编码、控制系统的运行与停止等操作。称重操作单元接受操作人员的相关操作后,将其转发给主控单元去执行。
HGT 防爆配料机
防爆配料机是在化工生产工艺中的一道电子秤非常重要的工序,主要完成主料和各种配料的称重、配比。后配料将前系统形成的基粉通过皮带秤和传送带送人预混器与的各原料混合后,由传送带送人成品仓。后配料实现了对输送物料流量的计量。
HGU 配料机
配料机主要为称重仪表,PLC作为辅助控制系统,计算机人机界面显示配比参数(配方)及监控记录实时数据。在自动控制方式下,单击前配工艺画面中自动配料“启动”按钮,或前配控制柜“启动”按钮,称重仪表就按设定好的配方打开电子秤的称料阀。系统检测到某秤配料阀未关,会发生报警并进入暂停状态。每台秤根据称料快慢设有提前量,当控制仪表检测到秤称料重量达到设定值时,会减去提前量,控制仪表则关闭进料阀。提前量可人为修正或自动修正,使控制称重仪表控制配料秤每次配料精度达到设定的目标值。
称量输料机
称量输料机将已经称好的电子秤原料按一定的顺序投放到反应釜中,同时开启搅拌和加热,控制过程由称重仪表与PLC共同完成。称重仪表控制配料定量范围,重量达到目标值由PLC控制阀门自动完成,配料有固定顺序和可编程序两种控制方式。在固定顺序方式下,各种原料的放料顺序是固定的,不可改变。在可编程序方式下,各种原料的放料顺序可根据配方在人机界面上人为设定。
HRT 计量配料机
计量配料机根据配比值给出泵的控制电流,PLC输出4~20mA控制泵、泵变频器,使出料流量控制为PID调节,根据工艺要求配比,计算出相应的跟踪流量传给PLC。PLC给出4-20mA控制电流,控制辅料秤的变频器,使相应的配料流量控制在跟踪流最范围。预混器、分配皮带机及除伞风机设有现场肩停按钮,经远程控制转换,连接到中控室,可通过唇配柜卜的启停按钮实现设备的启停控制,也可操纵人机界面后配工艺上的启停按钮。通过控制PLC实现启停。
HUO 混合配料机
混合配料机设定界面显示的瞬时重量、物料的料位、使用状态及各种物料的配料顺序。完成配料工序生产记录,包括各个班的前配报表,记录每种物料秤的重量、时间、锅号,后配报表记录每个班生产的正品量和次品量、每天生产的正品总量和次品总量,从历史曲线界面上可查看配料秤的瞬时重量。报警界面可以显示阀门关闭及下料超时、放料超时等报警信号。
气力配料系统
气力配料系统采用正反向双向追踪,进一步提高了追踪精度。配料运行后,称重模块不断的在检测追踪微动开关检测机械的位置,信号送至PLC经程序运算后,由PLC的输出正追、反追控制追踪电机的正反追踪,对包装材料在生产过程中出现的误差及时发现同时准确的给予补偿和纠正,避免了包装材料的浪费。检测若在追踪预定次数后仍不能达到技术要求,可自动停机待检,避免废品的产生。
间歇 混合机
间歇混合机操作人员通过输入每种原料的比例,机器将结合每次配料的重量计算出各种原料所需配比的重量,然后通过控制计量阀的打开和关闭分别将原料配送到称重斗内,当每种原料按照比例配比完成后,称重斗内的原料将被排落到下方的搅拌器内进行搅拌,搅拌完成后整个过程完成。
塑胶配料系统
塑胶配料系统可以实现自动化称重加料,法兰连接避免混合机混合过程中粉尘外泄。特有的氮气补充装置,可实现在防爆要求高得化工厂使用。真空泵通过真空输送设备的分离容器产生真空。将物料从进料口通过吸料软管与吸料口吸入。在分离容器的过滤仓内分离空气与物料,将物料收集在称重料仓中。