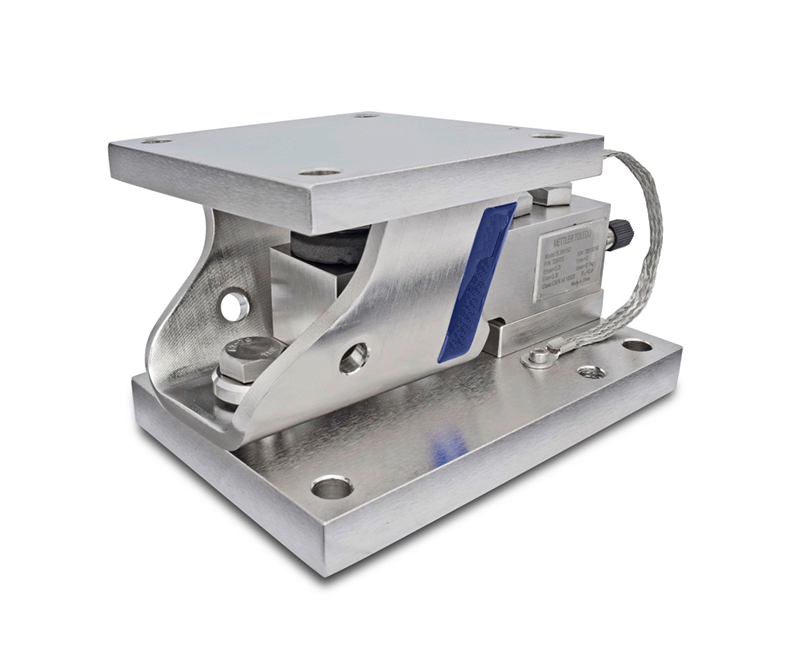
智能称重模块
智能称重模块是指将重量信息采集、放大、变换、传输、处理和显示都集于一体的称重系统,其结构原理是在称重板上加工出同时感受垂直载荷和水平载荷的弹性元件,感应出垂直作用力的重量,借鉴了先进的工艺和技术,结合自身长期积累的经验将库存管理、配方管理、配料称量、过程控制、产品追溯等融为一体,采用条形码(二维码/RFID)识别、无线传输、自动称重、PLC控制、机电、计算机接口等自动化技术,自主开发完成智能配方称量与库存管理系统,防止配料中出现错料,确保称量精度,保证配方工艺的精准性,使每批配料数据都有记录可追溯,并在原料出库时遵循先进先出原则,有效解决了原料的浪费。