首页
关于我们
产品中心
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
LBO 立体仓库检重机
立体仓库检重机是一种自动检测重量的流水线设备,主要用于动态检测产品重量是否达标合格,从而判断产品包装内是否缺少部件、产品附件或者多装超重等情况。
LTA 立体库称重机
立体库称重机主要用于各种自动化包装流水线上自动重量检测、上下线判别或重量分级选择,利用动态称重技术来检测产品的重量实现高速高精度重量检测并自动分选出过轻或过重产品的设备。
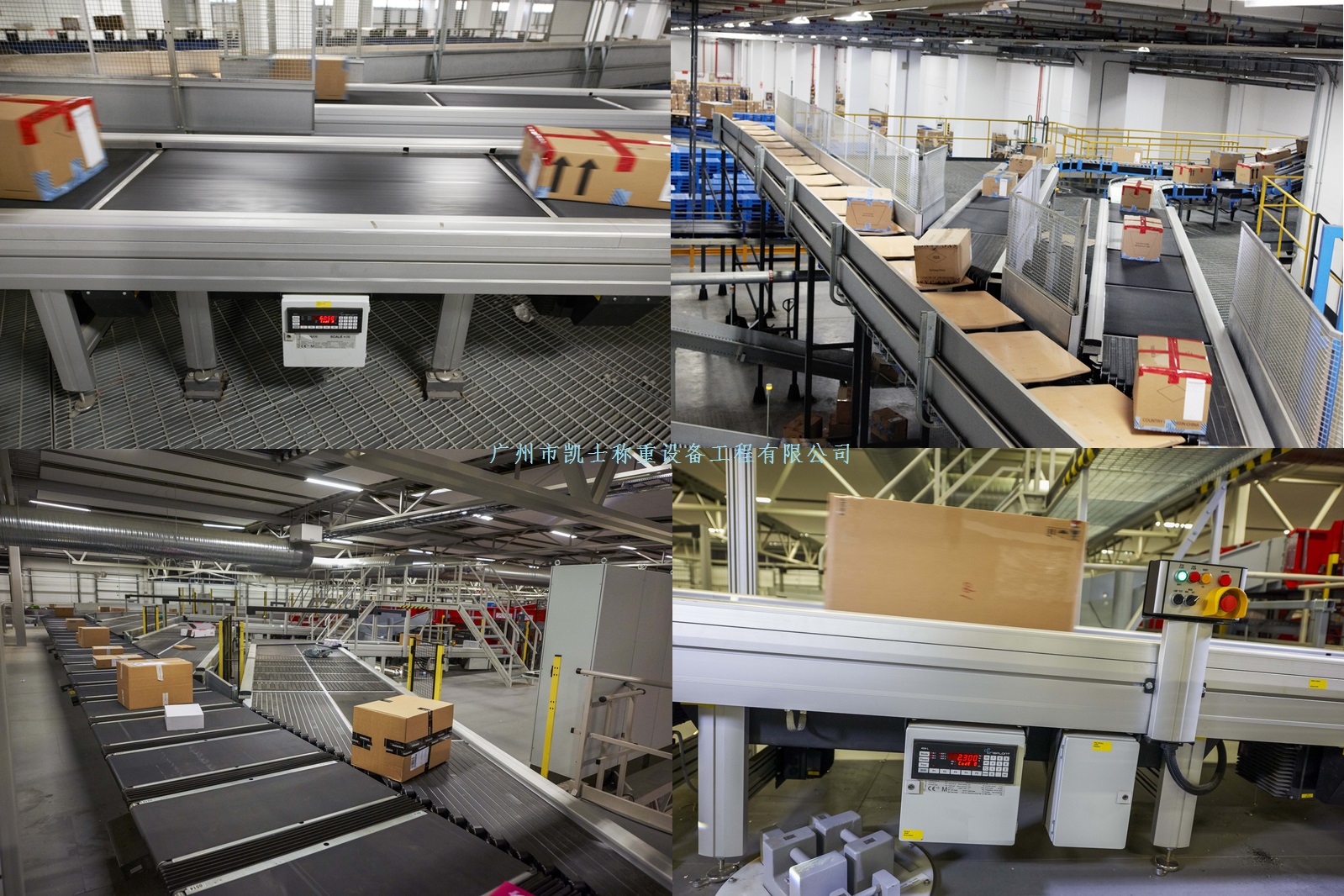
PA2 立体库输送秤
立体库输送秤通过称重传感器将物品的重量转化为电信号,再通过计算机芯片进行数字化处理,最终显示出物品的重量和数量。将测量重量和预先设定的重量范围相比较,自动将重量不达标的产品剔除掉。
PY 立体库检验秤
立体库检验秤是一种由称重显示控制仪表发出指令,将重量分歧产品剔除,或把不同重量范围的产品分送到指定区域的产品,广泛应用于在线检测产品重量是否合格,包装内是否缺件或产品重量存储。
MO 立体库选别秤
立体库选别秤对检测合格的物品给予放行,对重量不合格品,或采取警报的方式,或被分拣机构推出传送带。采用智能的称重技术,采用简约设计方式,经济实惠,保证检重精度速度稳定可靠。具有三区和五区检重功能可选。
AP 立体库检测秤
立体库检测秤能准确地检测出连续生产线中重量不合格的产品,按其执行上线判定或重量自动分选控制,合格的送回原输送带,不合格的将被剔除(或报警停机)。
AK1200 立体仓库检重秤
立体仓库检重秤一般安装在输送机及自动包装等生产线前端,目的是动态称重并统计产品重量,进行分选设置防止不良品的出厂,保护消费者的同时分析计量的数据。
防爆 检验机
检验机对生产流水线上运动的产品实现高速、高精度重量检测,并将检测重量和预先设定的上下限范围相比较,自动分选出过轻或过重的产品。
分选 皮带秤
分选皮带秤在每区域的对面设置有一台扫描仪和推动产品进入相应存放区域的气缸推杆,当光电传感器检测到有产品分时,分拣传送带启动运行,将待分拣产品输送下去,若对应扫描仪获得的信息与该区域匹配,则将该信号作为PLC输人,由PLC控制对应的气缸推杆推动产品进入相应存放区域,完成分拣;若不匹配则继续传送下去继续进行分拣。
共1217条
1
2
...
121
122
123
...
135
136
前往
页
LBO 立体仓库检重机
立体仓库检重机是一种自动检测重量的流水线设备,主要用于动态检测产品重量是否达标合格,从而判断产品包装内是否缺少部件、产品附件或者多装超重等情况。
LTA 立体库称重机
立体库称重机主要用于各种自动化包装流水线上自动重量检测、上下线判别或重量分级选择,利用动态称重技术来检测产品的重量实现高速高精度重量检测并自动分选出过轻或过重产品的设备。
PA2 立体库输送秤
立体库输送秤通过称重传感器将物品的重量转化为电信号,再通过计算机芯片进行数字化处理,最终显示出物品的重量和数量。将测量重量和预先设定的重量范围相比较,自动将重量不达标的产品剔除掉。
PY 立体库检验秤
立体库检验秤是一种由称重显示控制仪表发出指令,将重量分歧产品剔除,或把不同重量范围的产品分送到指定区域的产品,广泛应用于在线检测产品重量是否合格,包装内是否缺件或产品重量存储。
MO 立体库选别秤
立体库选别秤对检测合格的物品给予放行,对重量不合格品,或采取警报的方式,或被分拣机构推出传送带。采用智能的称重技术,采用简约设计方式,经济实惠,保证检重精度速度稳定可靠。具有三区和五区检重功能可选。
AP 立体库检测秤
立体库检测秤能准确地检测出连续生产线中重量不合格的产品,按其执行上线判定或重量自动分选控制,合格的送回原输送带,不合格的将被剔除(或报警停机)。
AK1200 立体仓库检重秤
立体仓库检重秤一般安装在输送机及自动包装等生产线前端,目的是动态称重并统计产品重量,进行分选设置防止不良品的出厂,保护消费者的同时分析计量的数据。
防爆 检验机
检验机对生产流水线上运动的产品实现高速、高精度重量检测,并将检测重量和预先设定的上下限范围相比较,自动分选出过轻或过重的产品。
分选 皮带秤
分选皮带秤在每区域的对面设置有一台扫描仪和推动产品进入相应存放区域的气缸推杆,当光电传感器检测到有产品分时,分拣传送带启动运行,将待分拣产品输送下去,若对应扫描仪获得的信息与该区域匹配,则将该信号作为PLC输人,由PLC控制对应的气缸推杆推动产品进入相应存放区域,完成分拣;若不匹配则继续传送下去继续进行分拣。