首页
关于我们
产品中心
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
产品中心
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
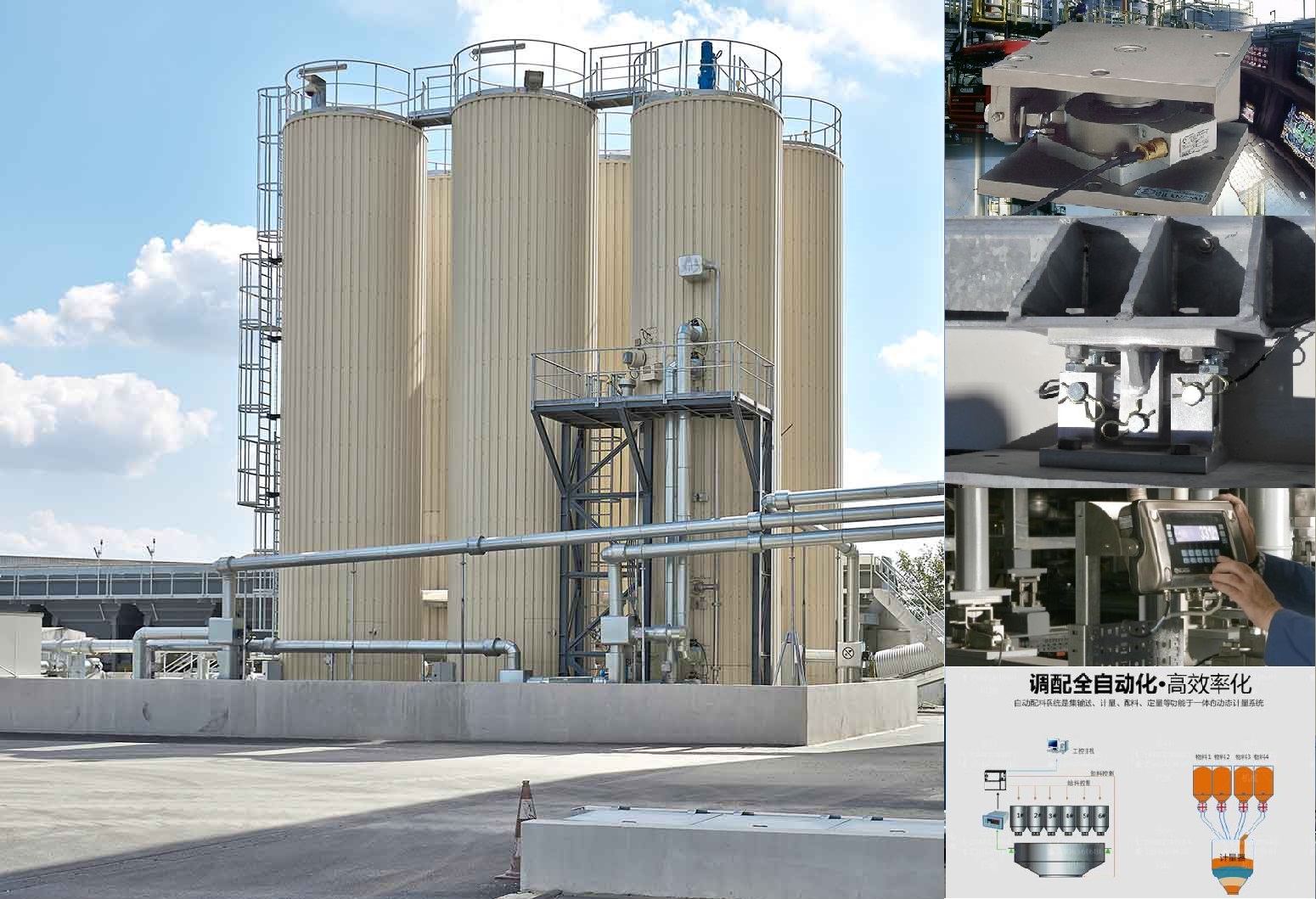
自动集散投料系统
集散自动投料系统在实时趋势的基础上,实现了对所有测量点的历史记录。一旦需要追溯以往数据信息,打开历史趋势页面,在下方空白处单击鼠标右键,在弹出的对话框中则可选择用户所需要的任意一条曲线。通过历史趋势页面上的“设置参数”按钮,按用户指定时间段进行曲线显示。同时运行过程中所发生的事件均可实时显示,并在历史报警页面中进行查询,查询内容包括:时间、报警发生的日期、时间、报警界限值、报警恢复时间、操作用户、报警变量名称等内容。
称重粉碎喂料机
称重粉碎喂料机将料斗秤及螺旋给料机构作为整个秤体,通过称重仪表或PLC不停对秤体进行重量信号的采样,计算出重量在单位时间的变化比率作为瞬时流量,再通过各种软硬件的滤波技术处理,得出可以作为控制对象的“实际流量”。然后PLC通过PID反馈算法,进行逼近目标流量的控制运算,输出调节信号去控制变频器等给料机控制器。
油桶搬运车电子秤
油桶搬运车电子秤采用移动与电子秤称重的巧妙结合,可在搬运或下料时称重,由液压搬运机构和称重元件组成电动液压秤台上下升降,人力推行车辆进行水平方向的移动。提高油桶车搬运计量的专业生产水平,扩大企业的生产规模,增强整体生存能力和竞争力。
料斗螺旋秤
料斗螺旋秤由上位机、PLC、仪表及变频器组成。PLC采用西门子S7-300,通过工业以太网与上位机进行数据交换。检测仪表及执行元件直接连接到PLC的I/0模块上。全线采用PLC程序控制,编程使用梯形图,结合被控电气外部特性进行统一编程,实现顺控、逻辑控制、联动和连锁,手动和自动操作方式可切换。
称重传感器
称重传感器采用基于径向基函数神经网络的补偿网络完成传感器非线性误差补偿;在下限区,采用数字滤波器完成非线性误差补偿。在中间区,称重传感器不补偿.同时利用自适应选择网络,完成了分段补偿的选择。建立非线性误差分段补偿模型,以获得良好的补偿效果。
称重传感器
称重传感器通过受力结构将质量(重量)转换成电量的一种质量(重量)测量方法。输出电量信号和输入质量(重量)信号单值线性对应;有符合要求的准确度和较高的灵敏度;有较好的频率响应特性和较小的惰性;对被称物状态影响小;能在较差的环境条件下工作;稳定性、可靠性好、寿命长。
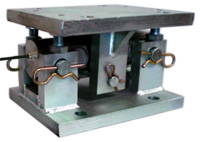
防爆称重模块
防爆称重模块即通过调整传感器受力一致性,减少秤台多支点平衡“静不定”的问题影响,保证秤台支承的稳定性,从而保证秤台重心承重力不偏移,达到保证衡器的准确度和有关计量性能要求。称重模块在制造时已进行了多种补偿,其中包括输出灵敏度补偿。
防倾翻称重模块
称重模块的工作原理和应变片组桥方式,数据采集系统由下位机硬件与上位机软件组成,软件采用LabVIEW编程技术,称重模块获取对倾翻台面的径向压力,倾翻台下面的应变片由于力的作用产生应变,下位机获取数据信号,通过串口通信模块,下位机与上位机数据采集系统进行指令和数据的传输,将采集到的信号进行处理,由上位机面板把信息传达给用户,此系统具有数据采集与处理、数据实时显示与存储、数据后期处理和工作温度进行监测等功能。
多通道称重模块
称重模块是一种多通道称重传感器,传感器通过调整相互之间的间距,来满足不同量程的测量要求,主要功能是获取台面的径向压力,实现称重模块局部应变再到电信号的转换,继而利用数据采集系统对该电信号进行釆集与处理。
共423条
1
2
...
15
16
17
...
46
47
前往
页
自动集散投料系统
集散自动投料系统在实时趋势的基础上,实现了对所有测量点的历史记录。一旦需要追溯以往数据信息,打开历史趋势页面,在下方空白处单击鼠标右键,在弹出的对话框中则可选择用户所需要的任意一条曲线。通过历史趋势页面上的“设置参数”按钮,按用户指定时间段进行曲线显示。同时运行过程中所发生的事件均可实时显示,并在历史报警页面中进行查询,查询内容包括:时间、报警发生的日期、时间、报警界限值、报警恢复时间、操作用户、报警变量名称等内容。
称重粉碎喂料机
称重粉碎喂料机将料斗秤及螺旋给料机构作为整个秤体,通过称重仪表或PLC不停对秤体进行重量信号的采样,计算出重量在单位时间的变化比率作为瞬时流量,再通过各种软硬件的滤波技术处理,得出可以作为控制对象的“实际流量”。然后PLC通过PID反馈算法,进行逼近目标流量的控制运算,输出调节信号去控制变频器等给料机控制器。
油桶搬运车电子秤
油桶搬运车电子秤采用移动与电子秤称重的巧妙结合,可在搬运或下料时称重,由液压搬运机构和称重元件组成电动液压秤台上下升降,人力推行车辆进行水平方向的移动。提高油桶车搬运计量的专业生产水平,扩大企业的生产规模,增强整体生存能力和竞争力。
料斗螺旋秤
料斗螺旋秤由上位机、PLC、仪表及变频器组成。PLC采用西门子S7-300,通过工业以太网与上位机进行数据交换。检测仪表及执行元件直接连接到PLC的I/0模块上。全线采用PLC程序控制,编程使用梯形图,结合被控电气外部特性进行统一编程,实现顺控、逻辑控制、联动和连锁,手动和自动操作方式可切换。
称重传感器
称重传感器采用基于径向基函数神经网络的补偿网络完成传感器非线性误差补偿;在下限区,采用数字滤波器完成非线性误差补偿。在中间区,称重传感器不补偿.同时利用自适应选择网络,完成了分段补偿的选择。建立非线性误差分段补偿模型,以获得良好的补偿效果。
称重传感器
称重传感器通过受力结构将质量(重量)转换成电量的一种质量(重量)测量方法。输出电量信号和输入质量(重量)信号单值线性对应;有符合要求的准确度和较高的灵敏度;有较好的频率响应特性和较小的惰性;对被称物状态影响小;能在较差的环境条件下工作;稳定性、可靠性好、寿命长。
防爆称重模块
防爆称重模块即通过调整传感器受力一致性,减少秤台多支点平衡“静不定”的问题影响,保证秤台支承的稳定性,从而保证秤台重心承重力不偏移,达到保证衡器的准确度和有关计量性能要求。称重模块在制造时已进行了多种补偿,其中包括输出灵敏度补偿。
防倾翻称重模块
称重模块的工作原理和应变片组桥方式,数据采集系统由下位机硬件与上位机软件组成,软件采用LabVIEW编程技术,称重模块获取对倾翻台面的径向压力,倾翻台下面的应变片由于力的作用产生应变,下位机获取数据信号,通过串口通信模块,下位机与上位机数据采集系统进行指令和数据的传输,将采集到的信号进行处理,由上位机面板把信息传达给用户,此系统具有数据采集与处理、数据实时显示与存储、数据后期处理和工作温度进行监测等功能。
多通道称重模块
称重模块是一种多通道称重传感器,传感器通过调整相互之间的间距,来满足不同量程的测量要求,主要功能是获取台面的径向压力,实现称重模块局部应变再到电信号的转换,继而利用数据采集系统对该电信号进行釆集与处理。