首页
关于我们
产品中心
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
产品中心
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重给料机
称重输料机
称重供料机
称重控制系统
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
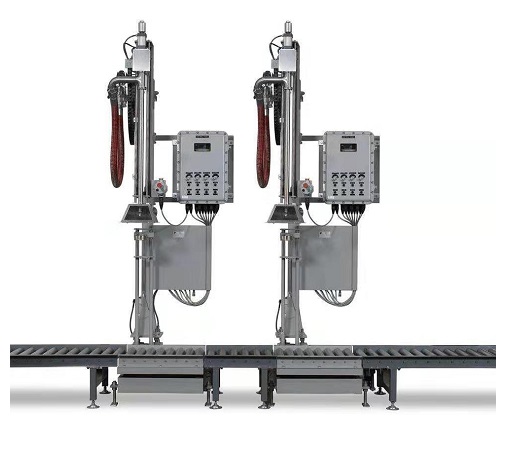
称重防爆灌装机
称重防爆灌装机通过重量灌装控制,具有自动调节功能的灌装喷嘴,通过可调节的闸门或可选的进料螺杆驱动来适应灌装容器。通过容器设置闸门大小,灌装可以被设置为双倍剂量,自下而上的填充,有利于快速转换。
防爆称量灌装机
防爆称量灌装机通过一组可调节的灌装头在容器中定位,潜水喷嘴灌装容量的范围内实现自下而上的灌装。跌落控制机制在灌装周期结束时的悬空跌落,闸门装置可以针对不同直径的容器进行调整。通过对活塞和填充喷嘴进行适当的选型,控制 PLC通过定时送料螺杆控制间歇性的容器处理。螺杆可以设置为多剂量,这为大型灌装或运行泡沫产品提供了最大的产量。
自动计量灌装机
自动计量灌装机通过定时送料螺杆控制间歇性的容器处理,进料螺杆可以设置为多剂量,在运行泡沫产品的时候可以为大型灌装提供最大的生产量。采用两段式大小料自动灌装方式,具自动判别空桶功能及空秤不灌装功能,双窗口显示专用灌装控制仪表,可显示目标量、灌装量、桶数、时间日期等信息,控制器可存储30组灌装值参数,使用时仅调用即可。
自动液体充装机
自动液体充装机采用高精度不锈钢转子泵来测量液体容量,每个泵都由伺服电机驱动,装量可直接在触摸屏上调整。 阀门的升降由伺服电机驱动,自下而上的螺杆驱动可用于泡沫状液体的灌装。通过时间和单位时间流量来确定的,由可编程序控制器(PLC)控制确定,通过人机界面—触摸屏监测运行状态,可在线修改运行参数。
称重液体充装机
称重液体充装机是由一个电子秤来完成控制、自我修正和统计,灌装枪具有适应产品特性的可编程定位功能。由灌装枪、灌装桶、同步电机、无杆气缸及滚轮臂组成。通过对投料过程,灌装过程的指令信息核对确认,物料及容器编码识别的约束手段,保证自动灌装机执行的正确性。
称重液体充料机
称重液体充料机通过重力或使用泵来灌装,在不同的灌装、封盖等中连续移动,提供了灌装吞吐量。采用高精度电子秤计量装置,通过电气控制管理和可视化人机软件组态,实现称重和灌装控制的成套自动化设备。通过监控系统和PLC程序对加载到容器的物料进行重量、灌装控制,从而实现精确计量和灌装。
自动药液灌装机
自动药液灌装机采用了机器视觉动态目标识别技术、智能灌装过程中的控制与检测技术、复合防爆技术、故障自诊断与自处理技术、基于物联网(IOT)的检漏技术等多项核心专利技术;产品均具有技术先进、质量优良、安全环保的特点。
防爆称重灌装机
防爆称重灌装机由分离式视觉除栓机械手、分离式视觉封堵机械手、双工位视觉寻址灌装机组成,具有自动除栓、灌装、计量、封堵、自诊断、自检测、自感应、远程监控、复合防爆、在线可视等功能。采用了先进的视觉定位技术,适用于需要大量连续和全自动灌装的场合。可选的扩展和与其他系统的组合确保了系统的个性化适应性。
液体称量灌装机
液体称量灌装机通过双流灌装,在每个灌装周期结束时进行全自动的灌装质量控制,以确保产品的质量。可以完全自动和安全地集成到自动输送线上,同时组态控制即对数据进行采集,通过发出指令对灌装设备及过程进行管理。
共423条
1
2
...
31
32
33
...
46
47
前往
页
称重防爆灌装机
称重防爆灌装机通过重量灌装控制,具有自动调节功能的灌装喷嘴,通过可调节的闸门或可选的进料螺杆驱动来适应灌装容器。通过容器设置闸门大小,灌装可以被设置为双倍剂量,自下而上的填充,有利于快速转换。
防爆称量灌装机
防爆称量灌装机通过一组可调节的灌装头在容器中定位,潜水喷嘴灌装容量的范围内实现自下而上的灌装。跌落控制机制在灌装周期结束时的悬空跌落,闸门装置可以针对不同直径的容器进行调整。通过对活塞和填充喷嘴进行适当的选型,控制 PLC通过定时送料螺杆控制间歇性的容器处理。螺杆可以设置为多剂量,这为大型灌装或运行泡沫产品提供了最大的产量。
自动计量灌装机
自动计量灌装机通过定时送料螺杆控制间歇性的容器处理,进料螺杆可以设置为多剂量,在运行泡沫产品的时候可以为大型灌装提供最大的生产量。采用两段式大小料自动灌装方式,具自动判别空桶功能及空秤不灌装功能,双窗口显示专用灌装控制仪表,可显示目标量、灌装量、桶数、时间日期等信息,控制器可存储30组灌装值参数,使用时仅调用即可。
自动液体充装机
自动液体充装机采用高精度不锈钢转子泵来测量液体容量,每个泵都由伺服电机驱动,装量可直接在触摸屏上调整。 阀门的升降由伺服电机驱动,自下而上的螺杆驱动可用于泡沫状液体的灌装。通过时间和单位时间流量来确定的,由可编程序控制器(PLC)控制确定,通过人机界面—触摸屏监测运行状态,可在线修改运行参数。
称重液体充装机
称重液体充装机是由一个电子秤来完成控制、自我修正和统计,灌装枪具有适应产品特性的可编程定位功能。由灌装枪、灌装桶、同步电机、无杆气缸及滚轮臂组成。通过对投料过程,灌装过程的指令信息核对确认,物料及容器编码识别的约束手段,保证自动灌装机执行的正确性。
称重液体充料机
称重液体充料机通过重力或使用泵来灌装,在不同的灌装、封盖等中连续移动,提供了灌装吞吐量。采用高精度电子秤计量装置,通过电气控制管理和可视化人机软件组态,实现称重和灌装控制的成套自动化设备。通过监控系统和PLC程序对加载到容器的物料进行重量、灌装控制,从而实现精确计量和灌装。
自动药液灌装机
自动药液灌装机采用了机器视觉动态目标识别技术、智能灌装过程中的控制与检测技术、复合防爆技术、故障自诊断与自处理技术、基于物联网(IOT)的检漏技术等多项核心专利技术;产品均具有技术先进、质量优良、安全环保的特点。
防爆称重灌装机
防爆称重灌装机由分离式视觉除栓机械手、分离式视觉封堵机械手、双工位视觉寻址灌装机组成,具有自动除栓、灌装、计量、封堵、自诊断、自检测、自感应、远程监控、复合防爆、在线可视等功能。采用了先进的视觉定位技术,适用于需要大量连续和全自动灌装的场合。可选的扩展和与其他系统的组合确保了系统的个性化适应性。
液体称量灌装机
液体称量灌装机通过双流灌装,在每个灌装周期结束时进行全自动的灌装质量控制,以确保产品的质量。可以完全自动和安全地集成到自动输送线上,同时组态控制即对数据进行采集,通过发出指令对灌装设备及过程进行管理。