首页
关于我们
产品中心
配料系统
称重给料机
称重输料机
称重供料机
称重螺旋机
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重给料机
称重输料机
称重供料机
称重螺旋机
反应釜称重
称重减量机
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重给料机
称重输料机
称重供料机
称重螺旋机
反应釜称重
称重减量机
灌装系统
填充机
灌料机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
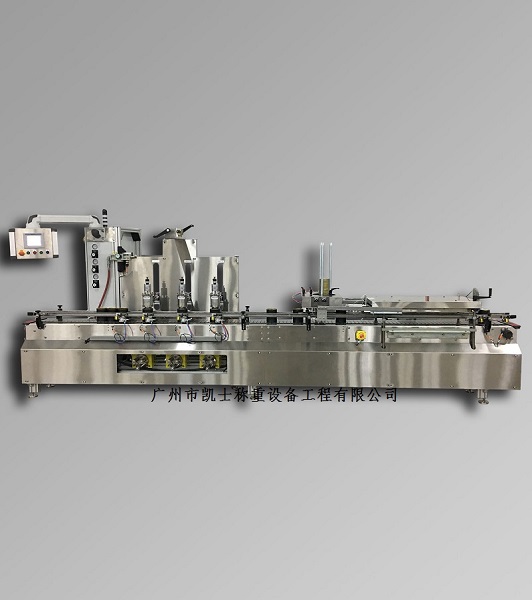
自动多段灌装机
自动多段灌装机通过电机与灌装设备来控制的,通过电机的运转,使传送带运动,从而带动流水线的工作。而灌装枪的开通则直接控制液体流通,通过输入PLC程序,直接控制出料嘴,灌装完成后传送带控制流水线的运作,流水线由传感器负责实时的监控并通过PLC的程序来控制精确,而液体的灌装则是升降气缸结合灌装枪,将灌装生产线装置集合在一起,使液体的灌装稳定、高效的完成。
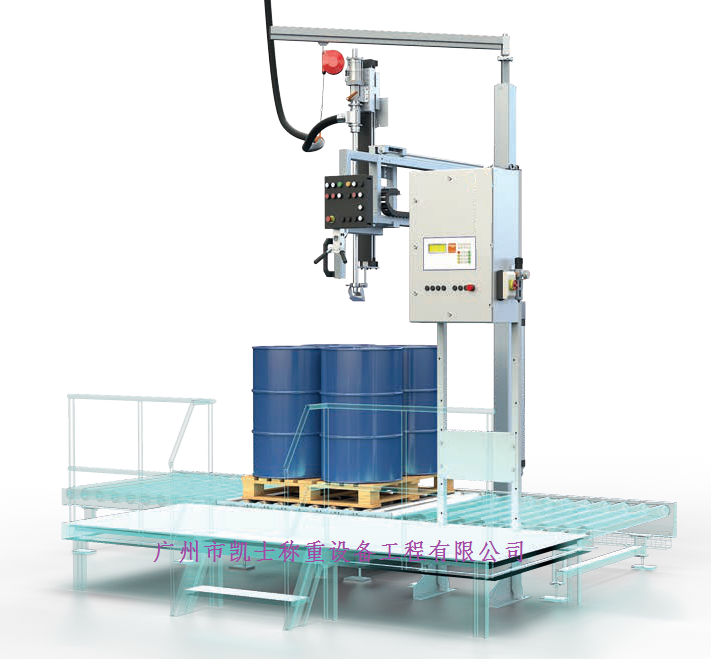
自动液下灌装机
自动液下灌装机为直排、连续式液体灌装设备,由马达驱动的一条平板输送带和由伺服马达驱动的一对进桶螺旋,将桶分开并且同步地将桶送人进桶星轮;进桶星轮由封盖部分通过链条驱动将空桶送到灌装机下的秤盘,检测到位开始灌装;灌装完毕进入封盖区域,分别进行放内盖、封内盖和压外盖;最后通过封盖检测合格的进入下一环节,否则进入剔桶区域。
自动液上灌装机
自动液上灌装机根据灌装量应设定目标量的设定值,实际设定值由上次称量的相关数值来计算,上次的称满值与称空值的差就是实际出料量,实际出料量与上次实际设定值的差就是补偿量,本次的设定值与补偿量的和即是本次实际设定值,依次构成循环形成闭环自动补偿控制系统。
自动脉冲灌装机
自动脉冲灌装机通过输出开关量的不同组合控制变频器进行变频调速,实现快速进料、慢速进料和精细进料。在称重开始时快速进料,当达到快速进料预测给定值时,开始慢速进料;当达到慢速进料预测给定值时,开始精细进料;当进料总重达到“目标重量-管道料重-允许误差”时停止进料,管道料重为电动机停止转动以后,残留在管道中会继续流入称重罐的料重。目标重量的百分比,由实际测试中取最优值,目标重量、允许误差由触摸屏进行设置。
HB6 灌装装置
灌装装置实现了灌装运行诊断、实时监控、自动控制等满足了系统实时性、稳定性和可靠性的要求。采用了智能化的多功能面版,人机操作界面简捷适用 组态适用、修改方便,,实现了完全人机对话状态。
HB5 灌装系统
灌装系统接收到的数据放在放在自定义的数组中要接收14个数据,每接收完一个数据后将RI置为0开串口中断,然后继续等待串口中断一直等待把14个数据接收完。在机中数据库一方面要通过计算机串口和下位机(单片机)之间进行数据交换和通讯,另一方面自身要进行数据库的相关操作。
定量灌装系统
定量灌装系统采用电子秤产生的重力经称重模块转换为电压或电流模拟讯号,再经放大及滤波处理后由A/D处理器转换为数字讯号,由称重仪表运算处理,控制显示屏以数字方式显示重量值,并判断充装量是否达到预设值,达到则向电磁阀送关阀信号关阀,完成当前料桶充装,实现充装量定量控制。
HB3 称重灌装系统
称重灌装系统将读取的数据进行数据截取、转换,称重数据就可以实时显示在VB运行画面中,与此同时,称重数据可以存储到数据库中,以便于对数据进行查询追溯功能,既方便了对称重过程的监管,又对工人的操作进行了约束。
HB2 液体罐装机
液体罐装机建立桶ID及信息以及职员权限等数据库,以便于下位机数据上传后进行有效的查询操作,并给单片机反馈适当信息,以便于单片机执行设定操作。另外还得建立车号和重量数据库,当数据库接收到的是表示车号和重量的信息时,数据直接录人数据库,各个灌装站点可以对这些数据可以进行统计和报表输出。
共1216条
1
2
...
86
87
88
...
135
136
前往
页
自动多段灌装机
自动多段灌装机通过电机与灌装设备来控制的,通过电机的运转,使传送带运动,从而带动流水线的工作。而灌装枪的开通则直接控制液体流通,通过输入PLC程序,直接控制出料嘴,灌装完成后传送带控制流水线的运作,流水线由传感器负责实时的监控并通过PLC的程序来控制精确,而液体的灌装则是升降气缸结合灌装枪,将灌装生产线装置集合在一起,使液体的灌装稳定、高效的完成。
自动液下灌装机
自动液下灌装机为直排、连续式液体灌装设备,由马达驱动的一条平板输送带和由伺服马达驱动的一对进桶螺旋,将桶分开并且同步地将桶送人进桶星轮;进桶星轮由封盖部分通过链条驱动将空桶送到灌装机下的秤盘,检测到位开始灌装;灌装完毕进入封盖区域,分别进行放内盖、封内盖和压外盖;最后通过封盖检测合格的进入下一环节,否则进入剔桶区域。
自动液上灌装机
自动液上灌装机根据灌装量应设定目标量的设定值,实际设定值由上次称量的相关数值来计算,上次的称满值与称空值的差就是实际出料量,实际出料量与上次实际设定值的差就是补偿量,本次的设定值与补偿量的和即是本次实际设定值,依次构成循环形成闭环自动补偿控制系统。
自动脉冲灌装机
自动脉冲灌装机通过输出开关量的不同组合控制变频器进行变频调速,实现快速进料、慢速进料和精细进料。在称重开始时快速进料,当达到快速进料预测给定值时,开始慢速进料;当达到慢速进料预测给定值时,开始精细进料;当进料总重达到“目标重量-管道料重-允许误差”时停止进料,管道料重为电动机停止转动以后,残留在管道中会继续流入称重罐的料重。目标重量的百分比,由实际测试中取最优值,目标重量、允许误差由触摸屏进行设置。
HB6 灌装装置
灌装装置实现了灌装运行诊断、实时监控、自动控制等满足了系统实时性、稳定性和可靠性的要求。采用了智能化的多功能面版,人机操作界面简捷适用 组态适用、修改方便,,实现了完全人机对话状态。
HB5 灌装系统
灌装系统接收到的数据放在放在自定义的数组中要接收14个数据,每接收完一个数据后将RI置为0开串口中断,然后继续等待串口中断一直等待把14个数据接收完。在机中数据库一方面要通过计算机串口和下位机(单片机)之间进行数据交换和通讯,另一方面自身要进行数据库的相关操作。
定量灌装系统
定量灌装系统采用电子秤产生的重力经称重模块转换为电压或电流模拟讯号,再经放大及滤波处理后由A/D处理器转换为数字讯号,由称重仪表运算处理,控制显示屏以数字方式显示重量值,并判断充装量是否达到预设值,达到则向电磁阀送关阀信号关阀,完成当前料桶充装,实现充装量定量控制。
HB3 称重灌装系统
称重灌装系统将读取的数据进行数据截取、转换,称重数据就可以实时显示在VB运行画面中,与此同时,称重数据可以存储到数据库中,以便于对数据进行查询追溯功能,既方便了对称重过程的监管,又对工人的操作进行了约束。
HB2 液体罐装机
液体罐装机建立桶ID及信息以及职员权限等数据库,以便于下位机数据上传后进行有效的查询操作,并给单片机反馈适当信息,以便于单片机执行设定操作。另外还得建立车号和重量数据库,当数据库接收到的是表示车号和重量的信息时,数据直接录人数据库,各个灌装站点可以对这些数据可以进行统计和报表输出。