首页
关于我们
产品中心
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
解决方案
技术中心
中文
中文
English
PRODUCTS
产品中心
首页
·
配料系统
灌装系统
称重模块
称重系统
上料机
投料机
灌装机
分选机
电子秤
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
计量模块
称量模块
称重传感器
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
喂料机
混料机
混合机
上料系统
配料机
料斗秤
皮带秤
配料秤
投料系统
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
配料系统
称重配料系统
自动配料系统
配料控制系统
称重控制系统
反应釜称重
配料设备
灌装系统
填充机
自动填充机
填充系统
灌装设备
灌装生产线
灌装机械
钢瓶秤
称重模块
计量模块
称量模块
称重传感器
称重系统
赋码系统
RFID系统
叉车称重
垃圾车称重
搬运车称重
堆高车称重
上料机
喂料机
混料机
混合机
上料系统
投料机
配料机
料斗秤
皮带秤
配料秤
投料系统
灌装机
液体灌装机
自动灌装机
定量灌装机
称重灌装机
称量灌装机
计量灌装机
防爆灌装机
称重分配机
分选机
分选秤
检重秤
检重机
检测机
输送机
航空行李秤
电子秤
防爆电子秤
防爆地磅
电子地磅
电子吊秤
称重仪表
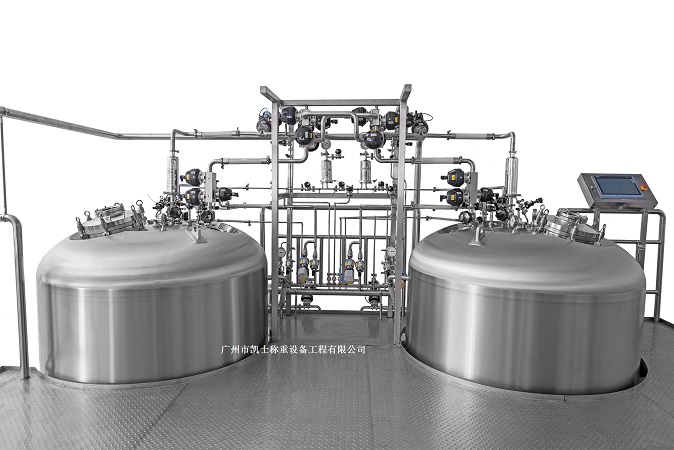
HR1 称量分配系统
称量分配系统接收后的模拟信号通过处理器的a/d模块转换成数字信号,然后对比预设温度值,进行液体体积变化的计算。并且把实时温度在TFT液晶屏上进行显示。称重信号是以配料初始化,tft触摸屏选择发送定时采样命令,对配料输出的脉冲信号进行计数,然后根据转换公式计算出对应的重量,结合温度对液体体积的影响,统计出料量,对比是否超过预设值。进而更加设计要求控制不同的电磁阀门的开关闭合,进而精确控制配料量。
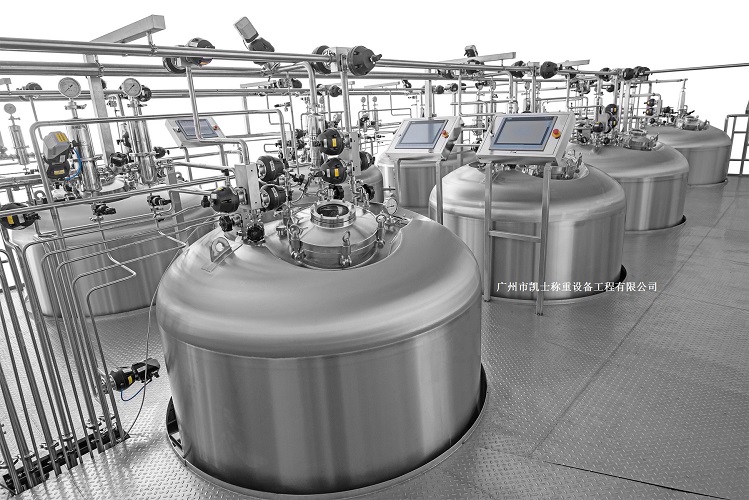
GY1 称重分配系统
称重分配系统由工控机、PLC、工业称重仪表、变频器、振动电机、反应釜、称重模块、传送带等部分组成。控制系统由可编程控制器、电磁阀、调节阀等组成。在系统的控制中,涉及到模拟量控制方法和开关量控制方法。其中,对于电动机的启动和停止信号的控制属于开关量控制,而对于流量控制属于模拟量控制,系统采用一款集模拟量和开关量于一体的可编程控制器,当系统采集到流量信号转化为电流信号发送给可编程控制器,可编程控制器根据用户的要求完成相应的操作。
FW1 称量料斗系统
称量料斗系统通过称重模块来测量,在测量时通过给流量一个给定值(给定值由物料A和物料B的比例来定)和测量值进行比较,将比较的结果传输到PLC的A/D模拟量模块中去,再通过PLC的D/A模拟量模块将控制信号(4~20mA电流信号)传到电动调节阀中,通过控制信号来控制电动调节阀中的伺服电机正反转以调节电动调节阀的开度,从而达到控制物料B的进量大小。
YW1 称重料斗机
称重料斗机利用PLC的互锁技术确保配料的顺利进行。配料起动后工控机向PLC发出开始加料信号,PLC控制变频器驱动电机进行快速加料,工控主机通过串口持续不断的读取称重仪表的称重数据,当重量值接近设定值时,工控主机向PLC发出停止加料的控制指令,PLC控制变频器进行慢加,通过事先估计出传送机构上原料的残余,设定值和实际加料的差值和传送机构上原料的残余相当时,PLC真正发出停止指令,该指令由变频器执行,从而控制电机停机,停机后传送机构上的原料无残余,配料精度符合要求。
掺合 自动混料系统
掺合自动混料系统应用于工农业自动化生产,整个称量过程由电脑控制,自动完成。具有称量速度快;称量精度高,省力,省人,操作简单,维护方便的特点。针对某些企业原有称重设备技术水平落后、控制精度和生产效率低的实际情况,对出料装置、称重传感器配置及电气、称重控制过程实施了技术改造。改造后的控制系统以PLC为核心,称重模块为检测元件,变频电机为执行元件,人机界面为监控手段,提高了系统的控制精度和稳定性。
HY1 自动送料系统
自动送料系统在称重过程中提供快、慢两级给料,其快、慢给料的物料流均可单独进行调整,从而保证料斗秤满足计量的准确度要求和速度要求;补气门的作用为平衡称重时系统内的空气压差;秤体主要由称量斗、承重支架和称重模块组成,完成重量到电信号的转变并传输给控制单元;电气控制装置由称重显示控制器、电气元器件、控制柜组成,作用为控制系统工作,使整个系统按预先设定的程序,有序工作。
YR2 自动下料系统
自动下料系统通过PLC发出信号给气缸带动球阀工作,称重斗被打开,开始卸料到反应釜机构上的包装桶。当称重模块数值不又停留在某一值时,PLC发出信号给卡带机构卡带开始包装,然后发送信号给气缸,称重斗关闭,PCL再气缸发出信号带动球阀,储料斗又被打开开始卸料,到达目标重量阀门自动停止卸料。
YT1 自动投送系统
自动投送系统接受来自操作人员的操作指令并指示设备的运行状态,并以菜单形式显示机器启停、功能切换、工况检测、数据输入与修改、运行状态、故障报警等,使参数组态变得更为方便;检测元件检测料计量、投料结束信号,以及各部分的动作完成情况;PLC自动循环扫描各个输入输出点的当前状态,并根据梯形图程序所确定的逻辑关系更新输出点的状态,通过通断交流接触器和换向电磁阀来控制电动机的启停和气缸的动作,从而完成从自动进料到称重,包装接受全过程的自动控制。
顺序 自动供料系统
顺序自动供料系统包括显示功能、参数设定功能、自动修正给料量功能、由FTA分解完成(包括物料的快慢加转换)。而多配方的存储与调用、称重模块给出重量信号(mV模拟量信号)直接进入到控制系统,其余多物料加料顺序的控制、报表、报警的生成与管理等等则依赖PLC的CPU来完成的。给出确定的动作信号到PLC的I/O卡进而由PLC的I/O来控制电气设备。
共1193条
1
2
...
64
65
66
...
132
133
前往
页
HR1 称量分配系统
称量分配系统接收后的模拟信号通过处理器的a/d模块转换成数字信号,然后对比预设温度值,进行液体体积变化的计算。并且把实时温度在TFT液晶屏上进行显示。称重信号是以配料初始化,tft触摸屏选择发送定时采样命令,对配料输出的脉冲信号进行计数,然后根据转换公式计算出对应的重量,结合温度对液体体积的影响,统计出料量,对比是否超过预设值。进而更加设计要求控制不同的电磁阀门的开关闭合,进而精确控制配料量。
GY1 称重分配系统
称重分配系统由工控机、PLC、工业称重仪表、变频器、振动电机、反应釜、称重模块、传送带等部分组成。控制系统由可编程控制器、电磁阀、调节阀等组成。在系统的控制中,涉及到模拟量控制方法和开关量控制方法。其中,对于电动机的启动和停止信号的控制属于开关量控制,而对于流量控制属于模拟量控制,系统采用一款集模拟量和开关量于一体的可编程控制器,当系统采集到流量信号转化为电流信号发送给可编程控制器,可编程控制器根据用户的要求完成相应的操作。
FW1 称量料斗系统
称量料斗系统通过称重模块来测量,在测量时通过给流量一个给定值(给定值由物料A和物料B的比例来定)和测量值进行比较,将比较的结果传输到PLC的A/D模拟量模块中去,再通过PLC的D/A模拟量模块将控制信号(4~20mA电流信号)传到电动调节阀中,通过控制信号来控制电动调节阀中的伺服电机正反转以调节电动调节阀的开度,从而达到控制物料B的进量大小。
YW1 称重料斗机
称重料斗机利用PLC的互锁技术确保配料的顺利进行。配料起动后工控机向PLC发出开始加料信号,PLC控制变频器驱动电机进行快速加料,工控主机通过串口持续不断的读取称重仪表的称重数据,当重量值接近设定值时,工控主机向PLC发出停止加料的控制指令,PLC控制变频器进行慢加,通过事先估计出传送机构上原料的残余,设定值和实际加料的差值和传送机构上原料的残余相当时,PLC真正发出停止指令,该指令由变频器执行,从而控制电机停机,停机后传送机构上的原料无残余,配料精度符合要求。
掺合 自动混料系统
掺合自动混料系统应用于工农业自动化生产,整个称量过程由电脑控制,自动完成。具有称量速度快;称量精度高,省力,省人,操作简单,维护方便的特点。针对某些企业原有称重设备技术水平落后、控制精度和生产效率低的实际情况,对出料装置、称重传感器配置及电气、称重控制过程实施了技术改造。改造后的控制系统以PLC为核心,称重模块为检测元件,变频电机为执行元件,人机界面为监控手段,提高了系统的控制精度和稳定性。
HY1 自动送料系统
自动送料系统在称重过程中提供快、慢两级给料,其快、慢给料的物料流均可单独进行调整,从而保证料斗秤满足计量的准确度要求和速度要求;补气门的作用为平衡称重时系统内的空气压差;秤体主要由称量斗、承重支架和称重模块组成,完成重量到电信号的转变并传输给控制单元;电气控制装置由称重显示控制器、电气元器件、控制柜组成,作用为控制系统工作,使整个系统按预先设定的程序,有序工作。
YR2 自动下料系统
自动下料系统通过PLC发出信号给气缸带动球阀工作,称重斗被打开,开始卸料到反应釜机构上的包装桶。当称重模块数值不又停留在某一值时,PLC发出信号给卡带机构卡带开始包装,然后发送信号给气缸,称重斗关闭,PCL再气缸发出信号带动球阀,储料斗又被打开开始卸料,到达目标重量阀门自动停止卸料。
YT1 自动投送系统
自动投送系统接受来自操作人员的操作指令并指示设备的运行状态,并以菜单形式显示机器启停、功能切换、工况检测、数据输入与修改、运行状态、故障报警等,使参数组态变得更为方便;检测元件检测料计量、投料结束信号,以及各部分的动作完成情况;PLC自动循环扫描各个输入输出点的当前状态,并根据梯形图程序所确定的逻辑关系更新输出点的状态,通过通断交流接触器和换向电磁阀来控制电动机的启停和气缸的动作,从而完成从自动进料到称重,包装接受全过程的自动控制。
顺序 自动供料系统
顺序自动供料系统包括显示功能、参数设定功能、自动修正给料量功能、由FTA分解完成(包括物料的快慢加转换)。而多配方的存储与调用、称重模块给出重量信号(mV模拟量信号)直接进入到控制系统,其余多物料加料顺序的控制、报表、报警的生成与管理等等则依赖PLC的CPU来完成的。给出确定的动作信号到PLC的I/O卡进而由PLC的I/O来控制电气设备。